Температурные деформации заготовок. Характерным распределением потока тепла резания, например, при точении является следующее: стружка-60-80%; РИ- 10-14%; заготовка- 3-9%; внешняя среда-1%. При сверлении характер другой: стружка- 28%; сверло- 15%; заготовка- 50-55%; окружающая среда- 3%.
Таким образом, заготовки в процессе нагреваются значительно. Их деформация (погрешность) зависят от размеров и массы, коэффициентов линейного расширения.
Мелкие заготовки очень быстро достигают температурного равновесия. Заготовки большой массы в процессе обработки могут вообще не выйти на стационарный режим, и тогда температурный фактор проявляется в большей степени (особенно при черновых режимах). Из этого следует, что чистовую обработку не следует проводить вслед за черновой (обоснование принципа поэтапности ТП).
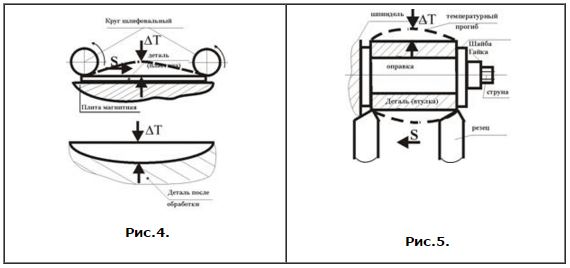
Нагрев заготовки может приводить как к изменению линейных размеров, так и к изменению формы и взаимного расположения поверхностей. Например, при обработке длинных не жестких планок (Рис.4), тонкостенных цилиндров (рис.5) и т. д. Нагрев заготовки может приводить как к изменению линейных размеров, так и к изменению формы и взаимного расположения поверхностей. Например, при обработке длинных не жестких планок (Рис.4), тонкостенных цилиндров (рис.5) и т.д.
Способы уменьшения или устранения температурных погрешностей деформаций