При работе металлорежущего станка особенно четко проявляются два температурных состояния (станка в целом или его отдельных узлов) – нестационарный и стационарный (см. рис.3.):
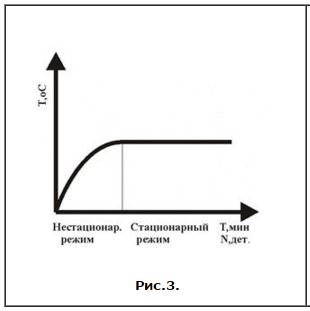
Прежде всего, в работающем станке нагреваются перемещающиеся части, имеющие большие скорости и воспринимающие значительные нагрузки. Причем нагрев, как отдельных механизмов, так и отдельных узлов бывает неравномерным. Так, например, в быстроходном токарном станке разница температуры (Т) в отдельных точках шпиндельной бабки колеблется от 10 до 50оС. При этом Тmax находится в области подшипников шпинделя и коростных валов (»на 40-50% больше, чем у остальных деталей). Это приводит к появлению температурных деформаций, как в осевом направлении, так и к смещению координаты оси шпинделя в радиальном направлении. Это смещение » пропорционально:
- нагруженные подвижные части;
- электродвигатели;
- насосы;
- резервуары масла и СОТС.
Кроме этого станок в целом или его отдельные части нагреваются от окружающей среды цеха, солнечного тепла, тепла от обогревателей и т.д. Этот нагрев неодинаков в разное время дня и года. Для уменьшения влияния температурных деформаций МРС необходимо:
- перед выполнением точных работ необходимо вывести МРС на стационарный температурный режим. Сделать это можно либо за счет работы станка на холостом ходу (в течение 2-х – 3-х час.), либо за счет выполнения в начале смены неточных работ;
- следует рационально на станке источники тепла или прибегать к их теплоизоляции (например, с помощью тепловых экранов);
- применять холодильные устройства на МРС, стабилизирующих температуру;
- рационально конструировать отдельные части станка;
- в особо ответственных случаях вести обработку в термоконстантных цехах.