Опоки – часть технологической оснастки, специальные металлические рамки, с помощью которых производится формовка моделей, сборка форм. Опоки предохраняют форму от повреждений при формовке, сборке, транспортировке и заливке. Конструкция и размеры опок определяют наружные размеры формы и возможность выполнения различных технологических операций. В этом отношении опоки подразделяют на ручные, опоки для автоматической формовки и крановые.
Ручные опоки имеют облегченную конструкцию и размеры до 600×400 мм. Для удобства перемещения такие опоки имеют ручки и цапфы.
Опоки для автоматических линий изготавливают массивными, цельнолитыми или сварными. Они имеют на боковых наружних стенках специальные приливы, планки, ребра, которые позволяют формовочным машинам и автоматам производить все манипуляции с продвижением, перекантовкой, захватом опок рабочими органами автоматов,
сборкой, скреплением полуформ.
Крановая опока показана на рис. 1.10. Литые цапфы 1 служат для захвата опоки чалками, находящимися на крюке крана. Стенки опоки выполнены с наружными ребрами 2 для увеличения жесткости опоки, внутренние ребра 3 в верхней и нижней частях опоки надежно фиксируют смесь в опоке. В верхней части опоки выполнены ребра – крестовины 4, создающие жесткость и удерживающие смесь. Для вывода газов из формы и уменьшения веса опоки в ее стенках имеются отверстия 5.
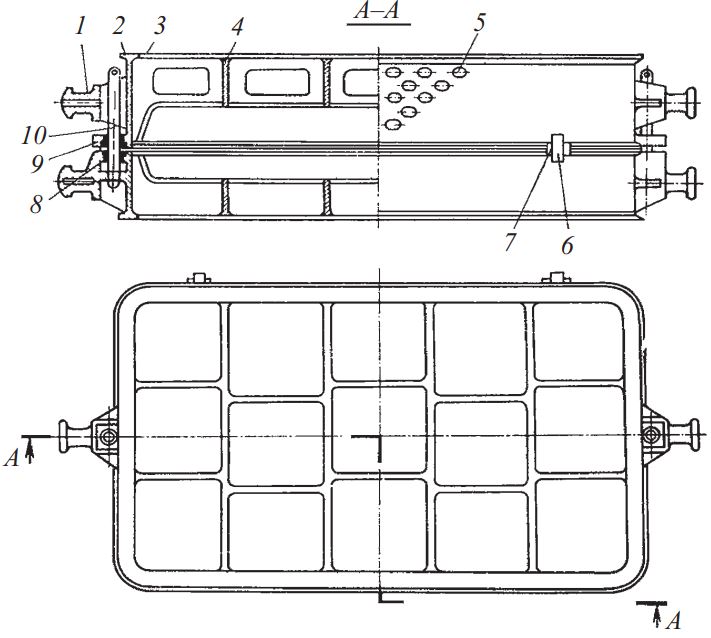
Рис. 1.10. Крановая опока: 1 – цапфы; 2, 3 – соответственно наружные и внутренние ребра жесткости; 4 – крестовины; 5 – отверстия; 6 – скобы; 7 – клинья; 8 – центрирующие втулки; 9 – приливы опок; 10 – штыри
Опоки изготавливают из стали, чугуна, алюминиевых сплавов. Плоскости соединения, спаривания опок имеют точную обработку и обеспечивают качественную формовку.
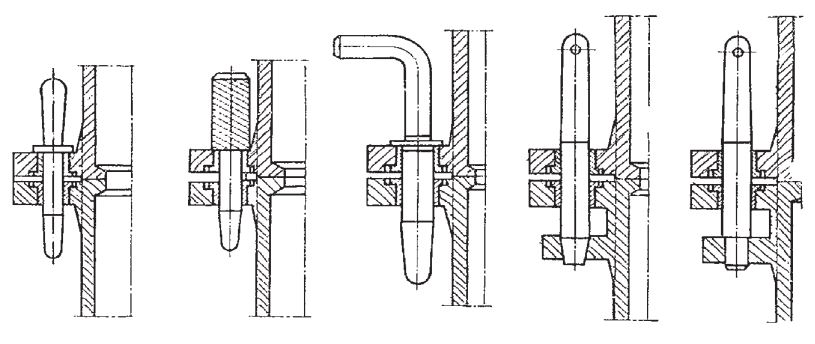
Рис. 1.11. Типы контрольных штырей
Соединение опок верхней и нижней полуформ при формовке и сборке ведут по штырям, которые вставляют в отверстия приливов специальными тщательно обработанными втулками. Штыри – тщательно обработанные металлические стержни (рис. 1.11) для точного соединения частей формы, изготовленной в двух или нескольких опоках.
При ручной формовке и сборке применяют штыри, свободно вставляемые в калиброванные втулки приливов опок. При машинной формовке штыри жестко закрепляют на модельной плите.