Модель не является точной копией отливки, она отображает ее внешние очертания. Модели имеют увеличенные размеры с учетом усадки сплава. Так как отливка при охлаждении уменьшается по линейным размерам и в объеме, усадка соответственно называется линейной или объемной. Например, для чугунных отливок, имеющих усадку 1%, линейный размер 500 мм увеличивается на 5 мм. Модели изготавливают в зависимости от количества и размера отливок, серийности выпуска. Модели для крупных отливок в единичном и серийном производстве выполняют из древесины, тонкие части модели изготавливают из алюминиевых сплавов, быстроизнашивающиеся части и окончания модели окантовывают металлом.
Мелкие и средние модели для крупносерийного и массового производства выполняют из металла. Пластмассу, пенополистирол применяют для получения единичных или мелких партий отливок.
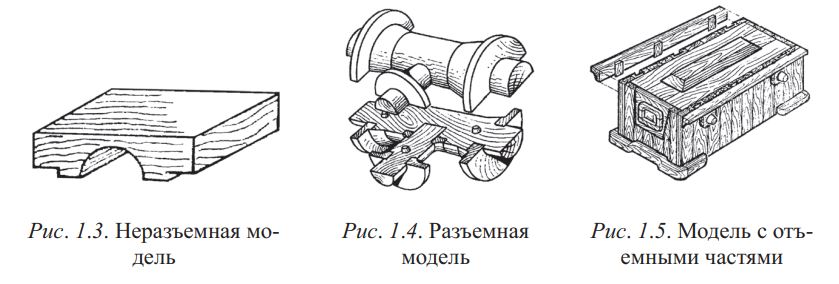
По конструкции модели подразделяются на неразъемные, разъемные и модели с отъемными частями (рис. 1.3, 1.4, 1.5).
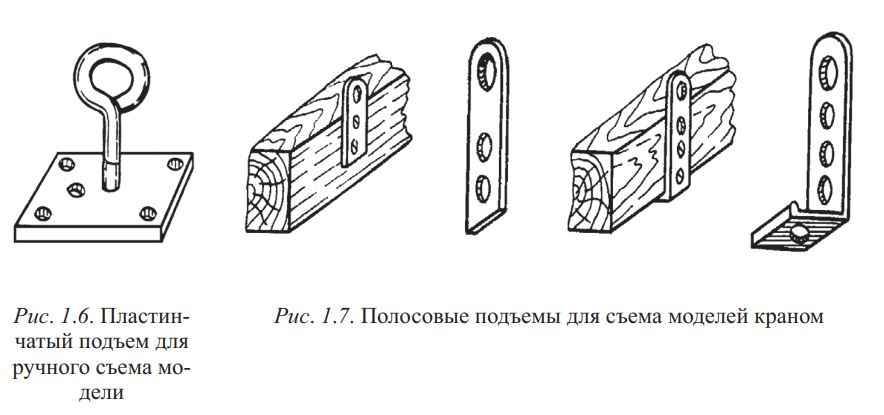
Части модели соединяют деревянными или металлическими шипами, отъемные части крепят к модели шпильками. Для удаления модели из формы используют специальные механизмы и приспособления (рис. 1.6, 1.7).
Поверхности моделей для отливок из чугуна и стали окрашивают соответственно в красный и серый цвет, для отливок из цветных сплавов – в желтый цвет. Знаковые части моделей окрашивают в черный цвет. Место отъемных частей обозначают черной полосой. Окраска деревянных моделей не только служит для технологического разделения, но и предохраняет древесину от насыщения влагой, разбухания и искажения геометрических размеров, предотвращает прилипание смеси к поверхности модели при формовке.
Для облегчения удаления моделей из полуформ их боковые поверхности выполняют с определенными формовочными уклонами. Величина уклона зависит от размера модели и способа формовки и обычно составляет для деревянных моделей 1–3°, для металлических моделей 0,5–1,0°.
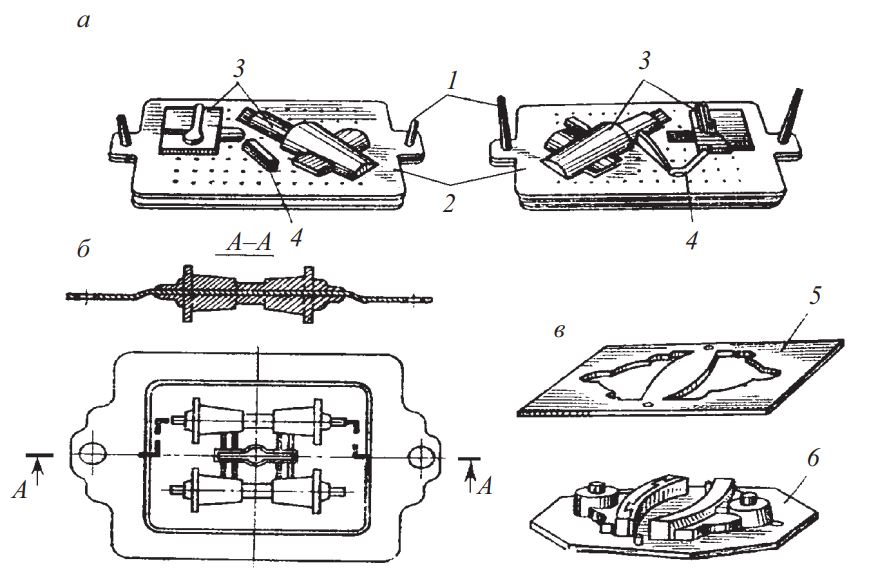
Рис. 1.8. Модельные плиты: а – односторонние; б – двусторонняя; в – протяжная; 1 – штыри; 2 – подмодельные плиты; 3 – модели; 4 – элементы литниковой системы; 5 – верхняя часть протяжной плиты; 6 – нижняя часть протяжной плиты
При машинной формовке модели и элементы литниковых систем закрепляют на тщательно обработанных модельных плитах (рис. 1.8). Односторонние, набранные на одной стороне, плиты применяют при изготовлении формы на двух машинах, двусторонние – при безопочной формовке мелких деталей. Сложные отливки с малым уклоном вертикальных стенок (колеса с литым зубом, корпуса ребристых радиаторов) формуют с протяжными плитами, которые имеют специально вырезанные отверстия, соответствующие точному контуру модели.