Системы автоматического пассивного контроля различаются:
- аппаратными средствами и способами организации контроля; разновидностями и способами контактирования с измеряемыми величинами (прямое контактирование, косвенное, контактирование в рабочей позиции, в измеряемой позиции и т. д.);
- видами датчиков, применяемых для измерения величин (индуктивные, пневматические, фотоэлектрические, тензометрические, оптоэлектронные и т. д.);
- способами организации измерительной системы и средствами обработки полученной информации (измерение циклическое, дискретное, измерение методом сравнения с заданным значением, измерение с преобразованием аналогового сигнала в числовой код и т. д.);
- видами индикаторов и средствами отображения информации измерений (стрелочные индикаторы, цифровые, символьные, сегментные отображения информации на ЭЛТ и т. д.);
- способами хранения и регистрации данных (регистрация на бумажных лентах в виде диаграмм, графиков, регистрация посредством печатающих устройств, регистрация с записью в ЗУ).
Системы пассивного автоматического контроля могут иметь также различные способы организации контроля: непосредственно во время технологического процесса (постоянный или поэтапный) и полученных результатов.
На рис. 103, а показана одна из структурных схем системы пассивного автоматического контроля. Система включает в себя:
- дифференциальный индуктивный размерный датчик 1;
- электронный блок (ЭБ), имеющий электронный усилитель и преобразователь;
- указывающий прибор, выполненный в виде электронного цифрового индикатора (ЭЦИ) и исполнительного реле.
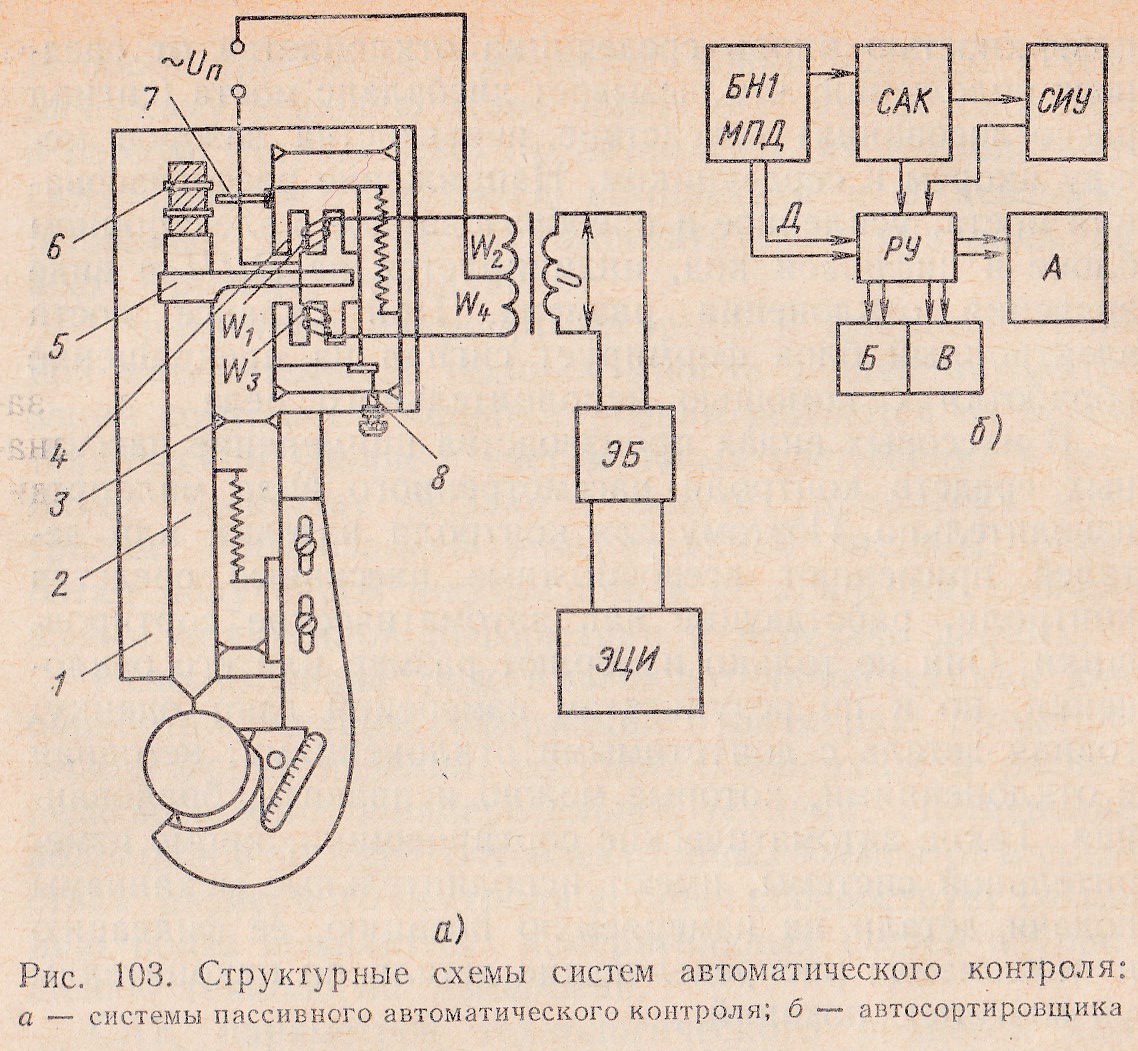 Датчик имеет два Ш-образных сердечника (4), закрепленных с помощью плоских пружин на корпусе датчика. На сердечниках расположены две обмотки (W1W3), которые совместно с полуобмотками трансформатора (W2W4) представляют собой уравновешенный измерительный мост, в диагонали которого подключено питающее напряжение от сети переменного тока (UП). Сигнал, снимаемый с моста, характеризует отклонение измеряемой величины от заданного значения. Измерительный шток датчика 2 подвешен посредством плоских пружин 3 к корпусу. На штоке закреплен якорь сердечника 5. На корпусе датчика 1 устанавливают сменные измерительные скобы с боковыми и нижними наконечниками, которые вместе со штоком контактируют с измеряемой поверхностью. Сменная скоба дает возможность использовать САК для измерения различных диаметров деталей. При настройке датчика на размер скобу устанавливают на эталонную деталь или калибр. Вращением микрометрического винта 8 Ш-образные сердечники перемещаются относительно якоря до тех пор, пока не сбалансируется мост (сопротивления плеч моста равны, т. е. Z1 = Z2 = Z3 = Z4); индикатор ЭЦИ при этом покажет нулевое значение. Если размеры детали до обработки превышают пределы измерения датчика, то ограничительная гайка 6, установленная на штоке, с помощью угольника 7 отодвигает сердечник от микрометрического винта (зона отсутствия измерений). По мере съема припуска, когда размеры детали не будут превышать установленных пределов измерений датчика, шток, опустившись, освободит сердечники и последние коснутся микрометрического винта что зафиксирует сердечники относительно подвижного якоря (зона измерения).
Датчик имеет два Ш-образных сердечника (4), закрепленных с помощью плоских пружин на корпусе датчика. На сердечниках расположены две обмотки (W1W3), которые совместно с полуобмотками трансформатора (W2W4) представляют собой уравновешенный измерительный мост, в диагонали которого подключено питающее напряжение от сети переменного тока (UП). Сигнал, снимаемый с моста, характеризует отклонение измеряемой величины от заданного значения. Измерительный шток датчика 2 подвешен посредством плоских пружин 3 к корпусу. На штоке закреплен якорь сердечника 5. На корпусе датчика 1 устанавливают сменные измерительные скобы с боковыми и нижними наконечниками, которые вместе со штоком контактируют с измеряемой поверхностью. Сменная скоба дает возможность использовать САК для измерения различных диаметров деталей. При настройке датчика на размер скобу устанавливают на эталонную деталь или калибр. Вращением микрометрического винта 8 Ш-образные сердечники перемещаются относительно якоря до тех пор, пока не сбалансируется мост (сопротивления плеч моста равны, т. е. Z1 = Z2 = Z3 = Z4); индикатор ЭЦИ при этом покажет нулевое значение. Если размеры детали до обработки превышают пределы измерения датчика, то ограничительная гайка 6, установленная на штоке, с помощью угольника 7 отодвигает сердечник от микрометрического винта (зона отсутствия измерений). По мере съема припуска, когда размеры детали не будут превышать установленных пределов измерений датчика, шток, опустившись, освободит сердечники и последние коснутся микрометрического винта что зафиксирует сердечники относительно подвижного якоря (зона измерения).
Принцип действия САК состоит в следующем. При контактировании измерительного штока с измеряемой поверхностью якорь сердечника отклоняется от среднего положения, что вызывает дисбаланс моста (сигнал рассогласования) вследствие неравенства зазоров между якорем и сердечником. Напряжение рассогласования моста, усиленное и преобразованное в электронном блоке в цифровой код, индицируется на ЭЦИ в виде значения отклонения размера. При балансе моста электронный блок формирует сигнал на прекращение обработки с помощью исполнительного реле.
В массовых видах производства применение пассивных средств контроля рассмотренного вида малопроизводительно. Поэтому для контроля изделий или деталей применяют всевозможные пассивные средства контроля, работающие как автоматические сортировщики. Они не только измеряют размер или его отклонения, но и по результатам измерений дают оценку:
- годная деталь с допустимыми отклонениями;
- негодная с отклонениями, которые можно исправить;
- бракованная.
Такие автоматические сортировщики, кроме измерительной системы, имеют исполнительные механизмы подачи детали на измеряемую позицию, ее фиксацию и механизмы, распределяющие детали по накопителям упомянутых позиций.
Большинство автоматических сортировщиков имеют следующую функциональную структуру (рис. 103, б):
- бункер-накопитель (БН1) или магазин-накопитель для хранения контролируемых деталей;
- механизм подачи, базирования деталей на измеряемой позиции (МПД);
- систему автоматического контроля (САК) с индикацией и сигнализацией о браке и недопустимых отклонениях (СИУ), распределительное устройство (РУ), которое распределяет детали (Д) по бункерам-накопителям (А — бункер годных деталей, Б — бункер для деталей «исправимый брак» В — бункер деталей «брак»).