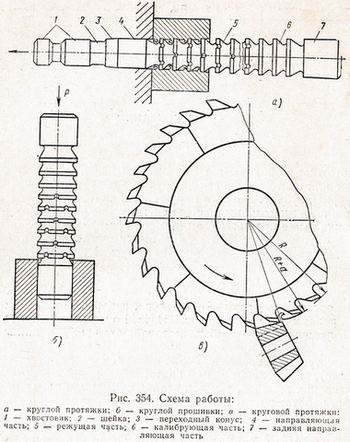
Протяжками обрабатывают сквозные отверстия любой формы, прямые или винтовые канавки, наружные поверхности разнообразной формы, зубчатые колеса наружного и внутреннего зацепления. Протяжка — многозубый инструмент; каждый последующий зуб протяжки выше предыдущего; движение резания прямолинейное и реже — круговое (рис. 354). Протяжку закрепляют в ползуне станка, и она перемещается вместе с ним. При работе круглой протяжки это перемещение осуществляется вдоль оси отверстия (рис. 354, а). Если сила прилагается к хвостовику, то корпус протяжки работает на растяжение. Если сила прилагается к задней части протяжки, то это уже прошивка, которая в отличие от протяжки работает на сжатие (рис. 354, б). Во избежание продольного изгиба прошивка должна быть короче протяжки, и ее длина обычно не превышает 15-кратного диаметра.
Несмотря на сравнительно низкие скорости резания (2— 15 м/мин), применяемые при протягивании, производительность протягивания высокая, так как велика суммарная длина режущих кромок, работающих одновременно. Производительность при протягивании еще более повышается, если используются протяжные станки с непрерывным рабочим движением и автоматической загрузкой заготовок. Вследствие высокой производительности и точности обработки (3—2-й класс) протяжки получают все большее распространение в машиностроении; однако протяжки — дорогой инструмент, и их применение оправдывается в основном только при крупносерийном и массовом производстве.
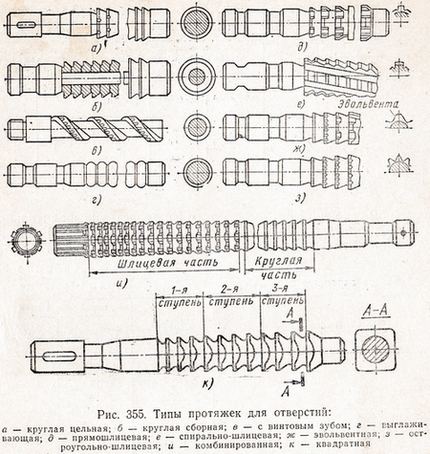
Протяжки разделяют на внутренние (предназначенные для обработки отверстий) и наружные (для обработки незамкнутых поверхностей). Протяжки могут быть режущие и уплотняющие; последние не режут, а уплотняют тонкие слои металла. Уплотняющие — выглаживающие протяжки могут увеличивать отверстия на очень малую величину. На рис. 355 показаны основные типы внутренних протяжек.
Наружные протяжки подразделяются по типу обрабатываемых поверхностей на плоские, круглые и фасонные. Протяжки целесообразно изготовлять из быстрорежущих сталей. В отдельных случаях можно применять сталь ХВГ, которая мало деформируется при термической обработке, что важно при значительной длине протяжки. При оснащении протяжки твердым сплавом (ВК8, ВК6М) стойкость ее значительно повышается по сравнению со стойкостью протяжек из быстрорежущей стали, например, при обработке чугуна. Наружные и круглые протяжки диаметром свыше 80 мм часто изготовляют сборными.
Каждая внутренняя протяжка, например, круглая (рис. 355, а), имеет:
- хвостовик (для закрепления протяжки в патроне протяжного станка);
- шейку;
- переходный конус;
- направляющую часть (для направления протяжки в начале ее работы по предварительно обработанному отверстию);
- режущую часть, на которой расположены зубья, срезающие основной припуск;
- калибрующую часть, на которой расположены зубья, калибрующие отверстие и обеспечивающие необходимый класс шероховатости поверхности;
- заднюю направляющую часть, служащую для удержания длинной протяжки от провисания и не допускающую перекоса заготовки в конце протягивания (в момент выхода последнего зуба).