Пила для холодной распиловки металла представляет собой острозаточенную фрезу. Пилы небольшого диаметра могут быть изготовлены в виде цельного диска, у которого имеется ряд зубьев, расположенных на периферии. Для уменьшения трения пилы о стенки пропила толщина диска должна уменьшаться по направлению от периферии к центру. Каждый зуб пилы представляет собой отдельный резец, который снимает стружку. Объем стружки пропорционален пути, проходимому этим резцом. При большом диаметре пилы объем стружки, снимаемый одним зубом, благодаря большой длине дуги соприкосновения может быть значительным. Стружечное пространство должно быть достаточным для помещения этой стружки. В зависимости от свойств обрабатываемого материала и от режимов резания форма и размеры снимаемой стружки могут быть различными; поэтому число зубьев и форма впадины зуба должны быть определены с учетом условий работы пилы.
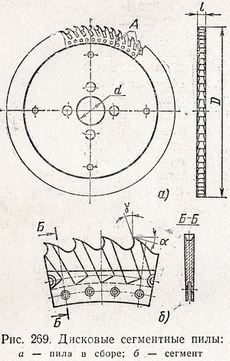
Круглые пилы диаметром более 250 мм делают сборными (рис. 269). Наибольшее распространение получили сборные пилы с приклепанными сегментами (рис. 269, а). Корпус пилы выполнен в виде диска, на периферии которого имеется тонкий кольцевой выступ. По всей окружности к диску прикреплены заклепками сегменты из быстрорежущей стали. Сегмент имеет узкий паз, которым он надевается на кольцевой выступ дисйа пилы и закрепляется на этом кольцевом выступе заклепками. Кроме заклепок, скрепляющих сегмент с диском, два смежных сегмента скрепляются между собой заклепкой А, которая вставляется и заклепывается в месте стыка двух сегментов.
По числу зубьев пилы делятся на мелкозубые, среднезубые и крупнозубые. Первая группа пил предназначена для обработки материалов повышенной твердости; пилы этой группы имеют восемь зубьев на сегменте. Вторая группа пил предназначена для обработки материалов средней твердости; у пил этой группы шесть зубьев на сегменте. Третья группа пил предназначена для распиловки мягких материалов; у пил этой группы минимальное количество зубьев (четыре зуба на сегменте); межзубое пространство имеет большую вместимость. На рис. 269, б показан отдельный сегмент крупнозубой дисковой пилы. Режущая часть сегмента снабжена четырьмя крупными зубьями.
В зависимости от свойств материала заготовки рекомендуются следующие углы заточки зуба круглых пил:
| Материал заготовки | v° | α° | |
| Сталь с σв в кгс/мм2 | |||
| До 50 | 18-22 | 14-16 | |
| До 75 | 15-20 | 10-12 | |
| Св. 75 и | |||
| Легированная сталь | 10-15 | 8-10 | |
| Латунь | 0-8 | 8-10 | |
| Чугун | 18-22 | 14-16 | |
Бесконечные ленточные пилы позволяют резко уменьшить ширину пропила; такие пилы работают на специальных ленточнопильных станинах. Для заточки диск пилы устанавливают на оправку заточного станка (рис. 270). Шлифовальный круг закрепляется на шпинделе станка, расположенного на вертикальных салазках. Станок имеет полуавтоматический цикл работы. Вращение пилы связано с перемещением вертикальных салазок станка. Таким образом, профиль зуба пилы получается в результате вращения пилы и поступательного движения вертикальных салазок.
После заточки одной впадины и зуба храповой механизм станка поворачивает диск пилы на следующую впадину. На таком станке для разрезаемого материала можно получить требуемую геометрию зуба пилы.