При бесцентровом шлифовании на проход заготовка 1 (рис. 400), опираясь на упор (нож) 2, пропускается между шлифовальным 3 и ведущим 4 (регулирующим) кругами, установленными на расстоянии, которое меньше диаметра заготовки на величину слоя 2t, снимаемого за один проход. Круги вращаются по часовой стрелке, а заготовка, получающая вращение от ведущего круга и имеющая примерно ту же окружную скорость (10—90 м/мин), — против часовой стрелки. Для повышения трения между ведущим кругом и заготовкой ведущий круг делается на вулканитовой связке, достаточно твердым (СТЗ—Т1) и мелкозернистым (зернистость 16—10). Наряду с вулканитовой связкой применяется и бакелитовая.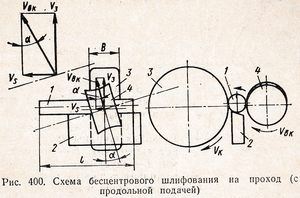
Шлифовальный круг (на керамической связке) по сравнению с ведущим кругом вращается со значительно большей скоростью (30—35 м/с) и осуществляет процесс резания. Для осуществления шлифования вдоль всей длины заготовки она имеет продольную подачу от ведущего круга, установленного под некоторым углом α = 1 ÷ 4,5°.
Скорость ведущего круга vв.к. раскладывается на скорость v3 (скорость вращения заготовки) и на скорость продольной подачи vS. Со скоростью vS и осуществляется перемещение заготовки вдоль кругов.