Способы получения отливок
Литые детали, или отливки, производят путем заливки расплавленного металла в разовые и многоразовые литейные формы. Разовые литейные формы изготавливают из формовочных смесей и формовочных масс. После заливки такие формы разрушаются.
При изготовлении многоразовых литейных форм используются различные материалы – сталь, чугун, высокоогнеупорные формомассы, позволяющие эксплуатировать такие формы многократно.
Основные операции литейного производства
Отливкой называют массу металла, затвердевшую в литейной форме и извлеченную из нее. От литой заготовки она отличается наличием технологических элементов (литниковая система, прибыли), часть которых отделяется в литейном цехе. Литейная форма – система элементов, образующих рабочую полость, при заливке которой расплавом воспроизводится конфигурация будущей отливки.
Процесс получения отливки заключается в изготовлении литейной формы и заливке ее жидким металлом. При этом полный цикл получения отливки включает следующие основные операции:
- плавка металла, приготовление расплава;
- изготовление форм;
- заливка расплава в форму и охлаждение отливок;
- выбивка, очистка и обрубка отливок;
- термическая обработка и контроль отливок.
Трудоемкость операций распределяется следующим образом: изготовление форм – 60%; плавка и заливка расплава – 10%; обработка (выбивка, обрубка, термическая обработка) отливок – 30%.
Разновидности отливок и их классификация
На основании многолетнего опыта производства была выработана общепринятая классификация отливок в виде тел различной геометрической сложности (рис. 1.1). При этом геометрическая конфигурация отливок определяет технологическую сложность их производства.
Куб – сплошная отливка с центральным размещением основной массы. Все три осевых размера имеют близкие величины.
Втулка – пустотелая отливка круглого сечения с размещением основной массы вокруг одной из осей. Все три осевых размера имеют близкие величины.
Рычаг – отливка с размещением основной массы вдоль одной из осей. Один из осевых размеров значительно превосходит два других.
Цилиндр – сплошная отливка с размещением основной массы вдоль одной из осей. Один из осевых размеров превосходит два других в 2–3 раза.
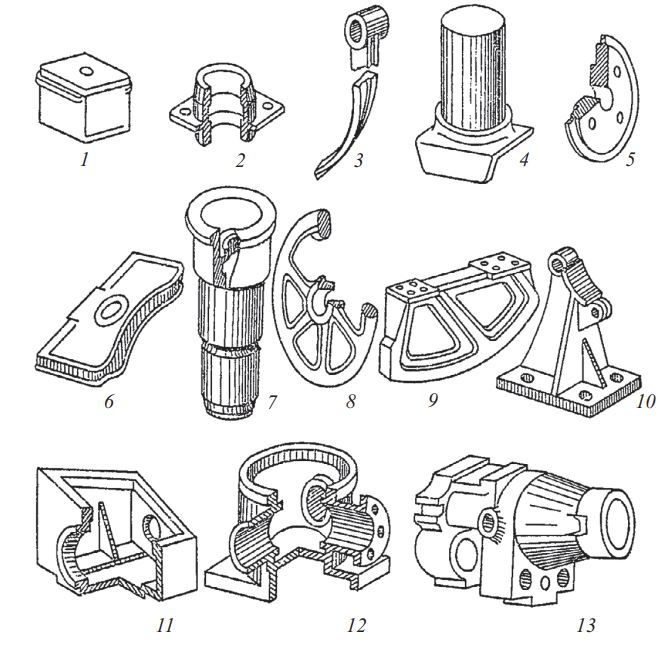
Рис. 1.1. Классификация литых деталей машин: 1 – куб; 2 – втулка; 3 – рычаг; 4 – цилиндр; 5 – диск; 6 – плита; 7 – труба; 8 – колесо; 9 – рама; 10 – кронштейн; 11 – коробка; 12 – арматура; 13 – сложная отливка
Диск – отливка с плоскостным размещением основной массы. Один из осевых размеров значительно меньше двух других.
Плита – отливка с плоскостным размещением основной массы. Один из осевых размеров значительно меньше других.
Труба – пустотелая отливка с размещением основной массы по периферии одной из осей. Один из осевых размеров значительно больше двух других.
Колесо – отливка круглой формы с размещением основной массы по периферии в одной плоскости. Один из осевых размеров значительно меньше двух других.
Рама – отливка с неравномерным плоскостным размещением основной массы. Комбинация из рычагов. Площадь отверстий больше или равна половине площади отливки в плане.
Кронштейн – отливка с неравномерным пространственным размещением основной массы. Комбинация из плоских стенок и втулок.
Коробка – отливка с пространственным периферийным размещением основной массы. Комбинация из плоских стенок, расположенных в различных плоскостях.
Арматура – отливка с пространственным размещением основной массы. Комбинация из втулок, плоских и криволинейных стенок.
Сложная отливка – отливка с пространственным размещением основной массы. Сложная комбинация из криволинейных стенок и рычагов.