Чтобы эффективно применять станки с ЧПУ при обработке малых партий деталей, в первую очередь необходимо стремиться к сокращению затрат на подготовку производства, т. е. главным образом на разработку управляющих программ.
При разработке программ для станков с ЧПУ необходимо каждый раз устанавливать траектории движения инструмента относительно заготовки; режимы резания; вспомогательные движения (установочные, контрольные смены инструмента и др.). Хотя программирование работы станка с ЧПУ можно осуществлять и непосредственно с использованием устройств подготовки данных на перфокартах или магнитных лентах, применение ЭВМ для этих целей дает существенный экономический эффект. В этом случае работа состоит из следующих этапов:
- кодирование чертежа обрабатываемой детали;
- проработка технологических вопросов (выбор режущего инструмента, назначение переходов, расчет режимов резания и т. д.);
- запись исходных данных геометрической и технологической информации на перфокарте;
- ввод данных в ЭВМ;
- расчет управляю, щей программы на ЭВМ;
- контроль полученных результатов.
В качестве примера можно привести «Универсальную систему программирования для станков с ЧПУ». Для записи информации разработан язык, включающий около 250 понятий, содержащий качественную и количественную информации о различных элементах технологической системы и записываемых сочетанием буквенных символов. Все эти данные заносятся в таблицы и вводятся в ЭВМ. С выхода ЭВМ можно получить программоноситель для станка с ЧПУ и различные сопроводительные документы, выведенные на АЦПУ.
Существуют и другие системы автоматизации программирования для станков с ЧПУ. Так, например, Киевским институтом автоматизации разработана система АПС-С, ориентированная на подготовку управляющих программ для сверлильных станков. Для подготовки программ в ЭВМ необходимо ввести только данные о чертеже без какой-либо их предварительной обработки. За рубежом также широко применяются системы автоматизации программирования. Наибольшее распространение получила система APT (Automate Programme Tool — автоматически программируемые инструменты). Система APT включает язык, состоящий из 250 терминов, которыми закодированы отдельные команды или данные. Используя термины языка и параметры обработки, составляют программу для ЭВМ, которая переводит ее в закодированную управляющую программу на перфоленте. Ниже приведен упрощенный пример программирования с использованием системы APT.
Программа обработки детали записывается совокупностью формулировок, которые пробиваются на перфокартах буква за буквой. Вся совокупность формулировок может быть разделена на три группы:
а) предварительная информация;
б) геометрические определения обрабатываемых участков;
в) команды для выбора условий обработки.
При этом для описания геометрии деталей программист может различным элементам присваивать символические обозначения, указывая при этом тип и местоположение элемента через знак равенства. Любое наименование или символ, содержащийся в левой части равенства, означает для ЭВМ указание о занесении в оперативную память информации, содержащейся в его правой части. ЭВМ затем может извлекать из памяти соответствующую информацию при последующих появлениях этого символа в программе. Кроме указанных геометрических определений, произвольно выбираемых программистом, могут употребляться только слова из лексики системы APT.
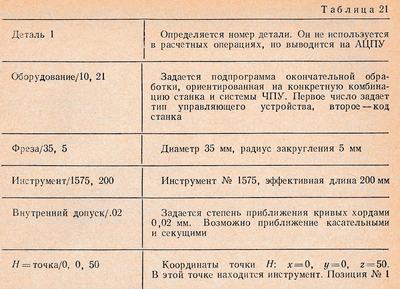
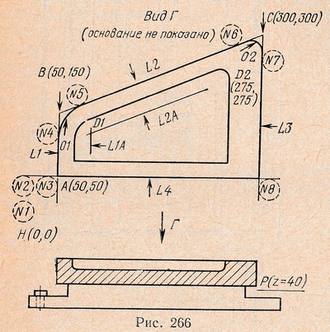
Пусть необходимо запрограммировать* окончательную обработку фрезерованием корпусной детали, показанной на рис. 266. Язык APT использует английскую транскрипцию, поэтому, чтобы облегчить понимание программы, в левой колонке табл. 21 дан полный русский перевод тех английских слов, от которых образованы термины языка. Правая колонка содержит пояснение.
Пример подготовки программы для станка ЧПУ подготовлен С. А. Либертэ.
Вся предварительная информация закодирована. Перейдем к описанию геометрии детали. Все введенные обозначения указаны на рисунке. Термин «точка», так же, как и термины «линия» и «окружность», позволяет определить геометрию детали и закон движения инструмента. Существуют и другие термины для более сложных геометрических объектов. Способ определения элементов может быть выбран любой. Так, например, существуют шесть способов определения прямой:
- две точки;
- точка и окружность, к которой она касается;
- две окружности, к которым она касается;
- точка и перпендикулярная прямая;
- точка на прямой и угол к оси;
- прямая, параллельная данной прямой, и расстояние по перпендикуляру между ними.
Символические имена, вводимые потребителем, не должны совпадать с терминами языка. Например:
| A = точка/50, 50B = точка/50, 150
С = точка/300, 300 |
Точки A, В, С определены координатами х и у. Для описания контура координата z не нужна, так как она не используется для определения вертикальной подачи |
| L1 = линия/A, ВL2—линия/В, С
L1A — линия/параллель, L1, х больше 35 L2А = линия/параллель, L2, у меньше 35 |
Прямые определяются двумя точкамиОпределены две вспомогательные линии как линии, параллельные данным и расположенные в определенном положении и на заданном расстоянии от них |
| D1=точка/пересечение L1A, L2A01=окружность/центр, D1, радиус, 35
D2=точка/275, 275 02=окружность/центр, D2, касательная, L2 L3=линия/С, касательная, 02 L4=линия/A, перпендикуляр, LЗ |
Другой способ определения точкиОпределение окружности 01 через центр и радиус
Определение окружности через центр и прямую, к которой она касательна Прямая определяется точкой и окружностью, к которой она касается Прямая определяется точкой и перпендикуляром |
Описание внутренней выемки делать не требуется, так как в примере рассмотрено фрезерование только контура детали.
Перейдем к командам обработки:
| Шпиндель/1800, по часовой стрелке, средняя | Задается частота вращения шпинделя — 1800 об/мин, определяется средний диапазон скоростей |
| Подача/4500 | Подача 4500 мм/мин. В этом примере принято фрезерование по подаче, поэтому фреза обходит контур по часовой стрелке |
| От/Н смещение/0, 0, —10 | Фреза спускается на 10 мм вниз, переходя с установочной высоты на рабочую |
| Р = плоскость/0, 0, 1, 40 | Плоскость задана коэффициентами уравнения ах+bу+сz=d. В данном случае z=40 |
| Поверхность детали = Р | Устанавливается рабочая высота на все время обработки |
| Идти до/L4 | Задается перемещение фрезы с остановкой перед прямой L4. Позиция № 2 |
| Инструмент справа, идти влево/L4 | С прежней скоростью фреза направляется вдоль L4, оставаясь от нее справа (на чертеже ниже). Позиция № 3 |
| Подача/500 | Начинаем резание на подаче 500 мм/мин, |
| Охлаждение/струяИнструмент слева
Идти влево/L1 Продолжать/01 Продолжать/L2 Продолжать/02 Продолжать/L3 Идти вправо/L4 Идти по/L1 |
включив охлаждениеПоследовательно обходим все ранее определенные элементы контура. В точках сопряжения окружностей или окружности с прямой употребляется команда продолжения, а переход с прямой на прямую требует указания направления движения (позиции № 4… 8) |
| Охлаждение/выключитьПодача/4500
Смещение/0, 0, 250 Стоп |
Фреза остановится, пройдя L1. Позиция № 3Конечные команды: выключение охлаждения и отвод фрезы в конечную точку |
Если бы необходимо было фрезеровать треугольную выемку, то следовало бы сменить инструмент, описать геометрию выемки и продолжить работу.
Эффективность применения языка иллюстрируется такими данными — скорость подготовки программ повышается в 10…20 раз, уменьшается число пробных пусков, облегчается изменение программы при изменении конструкции, не требуется перепрограммирования при смене станка и системы управления — в этом случае достаточно повторного пропуска программы на ЭВМ с указанием о выборе другой подпрограммы конечной обработки.