Муфты зубчатые. Преимущества обратной пары трения зубьев в зубчатой муфте очевидны. Особенно эти преимущества проявляются в муфтах, работающих со значительными перегрузками. При значительной перегрузке зубьев муфты пластическая деформация в обратной паре не препятствует выполнению парой своих функций (не возникает схватывание, заедание), а в прямой паре работа муфты становится практически невозможной. Заедание и схватывание резко увеличивает коэффициент трения, приводит к увеличению усилий в валах соединяемых муфтой агрегатов, к дополнительной деформации валов, к увеличению смещения осей валов и, в итоге, к аварии машины.
Чтобы решить, какая пара трения — прямая или обратная — предпочтительнее, следует установить требования к паре в отношении надежности ее работы, износостойкости, экономичности в условиях эксплуатации. Недостаточная надежность пары трения в связи с расположением материалов может выразиться в проявлении схватывания или заедания. Опыт эксплуатации машин и лабораторные испытания показывают, что обратные пары трения более стойки против заедания, а при возникновении заедания имеют меньшее повреждение поверхностей.
Для снижения износа зубьев и повышения долговечности муфт применяют конструкторские, технологические и эксплуатационные методы. Одним из широко распространенных методов является термоупрочняющая обработка зубьев зубчатых муфт. Механические свойства, а, следовательно, и твердости материалов зубьев зубчатой втулки и зубчатой обоймы не могут быть назначены произвольно, а должны находиться в некотором соответствии. Это соответствие регламентируется понятиями прямой и обратной пары.
В настоящее время у исследователей нет единого мнения о видах износа зубьев зубчатых муфт, что является важнейшим в вопросе прогнозирования и повышения долговечности муфт. Качество поверхности зубьев до эксплуатации определяется технологическим процессом изготовления. В процессе передачи крутящего момента поверхностный слой зубьев претерпевает изменения. Изменяются характер и величина шероховатости, волнистость поверхности, механические и физические свойства трущихся поверхностей.
В результате исследований установлены почти все известные виды износа (по классификации Б.И. Костецкого): окислительный износ, схватывание первого рода, заедание, абразивный износ, фреттинг-коррозия, поломка зубьев. При этом установлена прямая зависимость вида и величины износа от условий эксплуатации муфты. Наиболее часто встречающиеся условия эксплуатации зубчатых муфт (величина возвратно-поступательного скольжения зубьев более 0,3 мм, давление в пределах 550…660 МПа для закаленных и 300…350 МПа для незакаленных зубьев) приводит к неблагоприятному виду разрушения зубьев — схватыванию первого рода и заеданию.
В паре трения, образованной скользящими поверхностями, имеющими разные твердости НВ и размеры площадей трения S, можно различать два условия, связанные с расстановкой материалов по твердости:
НВ1>НВ2, S2>S1
НВ1<НВ2, S2>S1
где HB1 и НВ2 — твердости одной и второй трущихся поверхностей, S1 и S2 -соответствующие величины поверхностей трения.
Пару с расположением материалов, удовлетворяющих первому условию, называют прямой парой трения, удовлетворяющим второму условию — обратной парой. В случае прямой пары трения по большей поверхности скользит более твердое тело, а в случае обратной пары трения — скользит более мягкое тело [3].
Зубчатая муфта предназначена для соединения несоосных валов. Это положение и погрешности изготовления зубчатого соединения приводят к перекосу осей втулки и обоймы и к кромочному контакту зубьев втулки и обоймы. Выбор прямой и обратной пары — важная задача, которую приходится решать конструктору при определении конструктивных параметров зубчатых муфт и физико-механических свойств материалов зубчатых втулок и зубчатых обойм.
Техническими условиями многих изготовителей зубчатых муфт не предусматривается химико-термическая упрочняющая обработка основных элементов конструкции зубчатых муфт — зубчатых обойм и втулок. Считается, что незакаленные обоймы и втулки быстрее притираются и при этом создается оптимальный контакт зубьев. Большинство зубчатых муфт работают в режиме схватывания. Это указывает на актуальность создания прямой или обратной пары трения в зубчатых муфтах.
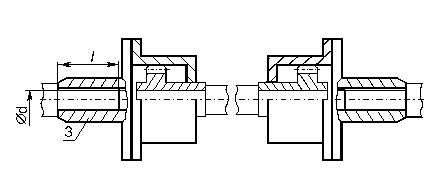
Созданием химико-термической обработкой различные твердости зубьев обоймы и втулки решается задача выбора прямой или обратной пары трения. При правильном выборе возникает возможность избежать таких отрицательных явлений при трении, как схватывание, задиры, заедание и др. В случае прямой пары трения по большей поверхности зуба обоймы скользит более твердый зуб втулки, имеющий кромочный контакт. А в случае обратной пары трения мягкий зуб втулки скользит по более твердому зубу обоймы (рис. 1).
Рисунок 1
Прямая (а) и обратная (б) пара трения в зубчатой муфте: 1 — зуб обоймы; 2 — зуб втулки
Для создания обратной пары трения зубьев обоймы втулки необходимо зубья обоймы подвергать термоупрочняющей обработке. Это приводит к следующим преимуществам: меньшая опасность повреждения зубьев обоймы схватыванием, более быстрая приработка зуба втулки, имеющего меньшую поверхность и, как следствие, устранение кромочного контакта, благодаря созданию оптимальной поверхности зуба. Последнее обстоятельство может приводить к возникновению жидкостного трения.
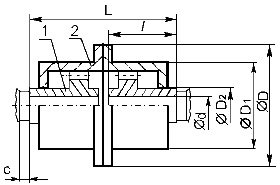
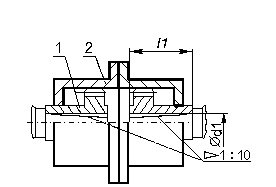
Муфта зубчатая серии МЗ является подвижной муфтой, она способна компенсировать угловое и радиальное смещение и перекосы осей валов. Муфта зубчатая серии МЗ состоит из двух зубчатых обойм, соединенных болтами, и двух зубчатых втулок, вставленных в обоймы. На обоймы устанавливаются крышки с манжетами. Соединяемые муфтой зубчатой валы запрессовываются в отверстия зубчатых втулок. Зубья втулок входят в зацепление с зубьями обойм. Благодаря форме зуба втулок возможно незначительное смещение в любых направлениях. Зубчатые муфты изготавливаются в соответствии по ГОСТ 50895-96, ГОСТ 5006-83 или по ТУ заказчика.
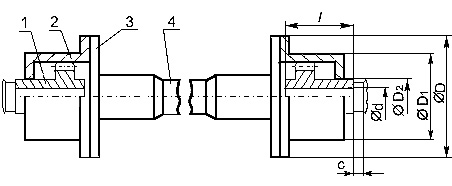
Муфты зубчатые общемашиностроительного применения используются для соединения валов и передачи крутящего момента 1000…63000 Нм и специальных 71000…250000 Нм при угловых, радиальных и осевых смещений валов. Компенсация смещений валов достигается относительным перекосом втулок и обойм за счет боковых зазоров между зубьями и выполнения поверхности выступов зубьев втулок сферической. Перекос оси каждой втулки относительно оси обоймы — не более 1°30′.
На каких станках обрабатываются зубья муфты