Для соединения труб применяют неразборные и разборные соединения.
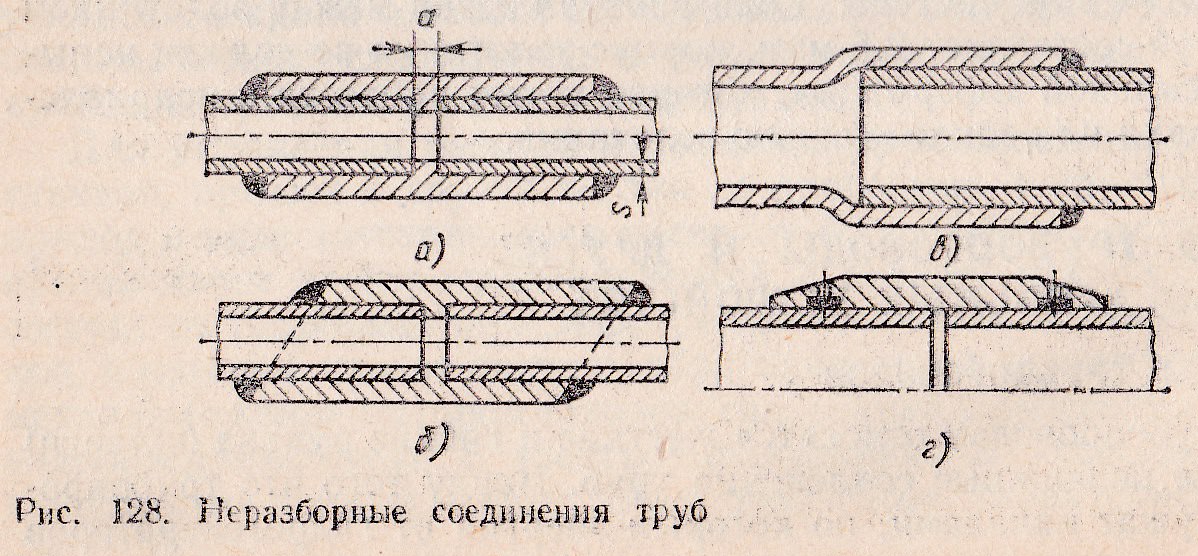 Неразборные соединения. Для трубопроводов, не подлежащих демонтажу, имеют преимущество неразборные соединения пайкой труб твердым припоем или сваркой со специальными переходными втулками (муфтами) (рис. 128, а). Применяют как прямой, так и косой обрез втулки (рис. 128, б), причем последний предпочтительнее прямого вследствие понижения напряжений в поверхностном слое трубы за счет распределения их на большую длину. Длина втулки обычно равна 50—80 мм. Трубы монтируют во втулке с зазором между торцами, равным толщине стенки трубы. Применение неразъемных соединений позволяет значительно на 25—30 % уменьшить массу трубопровода в сравнении с разборными соединениями. В ряде случаев вместо муфты применяют развальцовку конца одной из труб (рис. 128, в) на двойную толщину стенки трубы, длина раструба должна быть равна 50—60 мм. Одно из возможных соединений труб пайкой с применением самофлюсующегося припоя в среде аргона представлено на рис. 128, г. В конусных концах муфты выполнены отверстия, против которых на внутренней цилиндрической поверхности муфты проточены кольцевые канавки, в которые закладывается припой. Диаметральный зазор между внутренним диаметром муфты и наружным диаметром трубы выбирают 0,05—0,1 мм. Подлежащие пайке концы труб зачищают и вводят в муфту, затем место соединения нагревается в среде аргона до температуры плавления припоя. Для этого применяют индукционный нагрев в высокочастотном поле, благодаря чему зона нагрева трубопровода может быть сведена к минимальной величине. В качестве припоя обычно используется медно-цинковый припой (ПМЦ). Для замены какого-либо участка трубопровода в эксплуатационных условиях соответствующие муфты нагревают до расплавления припоя, после чего поврежденную секцию удаляют и впаивают новую, используя те же муфты.
Неразборные соединения. Для трубопроводов, не подлежащих демонтажу, имеют преимущество неразборные соединения пайкой труб твердым припоем или сваркой со специальными переходными втулками (муфтами) (рис. 128, а). Применяют как прямой, так и косой обрез втулки (рис. 128, б), причем последний предпочтительнее прямого вследствие понижения напряжений в поверхностном слое трубы за счет распределения их на большую длину. Длина втулки обычно равна 50—80 мм. Трубы монтируют во втулке с зазором между торцами, равным толщине стенки трубы. Применение неразъемных соединений позволяет значительно на 25—30 % уменьшить массу трубопровода в сравнении с разборными соединениями. В ряде случаев вместо муфты применяют развальцовку конца одной из труб (рис. 128, в) на двойную толщину стенки трубы, длина раструба должна быть равна 50—60 мм. Одно из возможных соединений труб пайкой с применением самофлюсующегося припоя в среде аргона представлено на рис. 128, г. В конусных концах муфты выполнены отверстия, против которых на внутренней цилиндрической поверхности муфты проточены кольцевые канавки, в которые закладывается припой. Диаметральный зазор между внутренним диаметром муфты и наружным диаметром трубы выбирают 0,05—0,1 мм. Подлежащие пайке концы труб зачищают и вводят в муфту, затем место соединения нагревается в среде аргона до температуры плавления припоя. Для этого применяют индукционный нагрев в высокочастотном поле, благодаря чему зона нагрева трубопровода может быть сведена к минимальной величине. В качестве припоя обычно используется медно-цинковый припой (ПМЦ). Для замены какого-либо участка трубопровода в эксплуатационных условиях соответствующие муфты нагревают до расплавления припоя, после чего поврежденную секцию удаляют и впаивают новую, используя те же муфты.
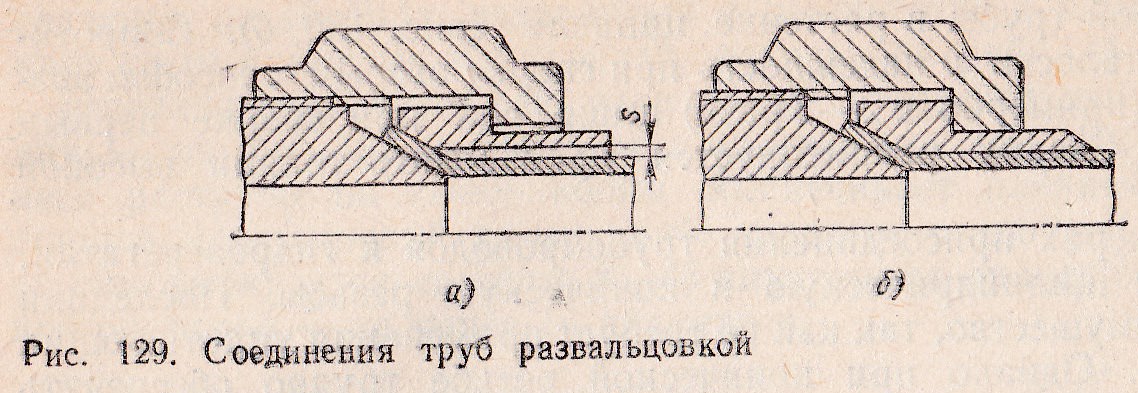 Разборные соединения. Для промежуточных соединений тонкостенных труб небольших диаметров (до 30—35 мм), а также для присоединения к агрегатам гидросистем в основном применяют арматуру под развальцовку труб (по наружному конусу) (рис. 129, а), которая должна быть изготовлена из ковкого металла, допускающего развальцовку в холодном состоянии. Угол развальцовки 60°. Соединение с развальцовкой трубы применяется для давления не выше 20—30 МПа. Выносливость соединения увеличивается с уменьшением зазора в (рис. 129, а) и при выполнении на хвостовике ниппеля фаски (рис. 129, б).
Разборные соединения. Для промежуточных соединений тонкостенных труб небольших диаметров (до 30—35 мм), а также для присоединения к агрегатам гидросистем в основном применяют арматуру под развальцовку труб (по наружному конусу) (рис. 129, а), которая должна быть изготовлена из ковкого металла, допускающего развальцовку в холодном состоянии. Угол развальцовки 60°. Соединение с развальцовкой трубы применяется для давления не выше 20—30 МПа. Выносливость соединения увеличивается с уменьшением зазора в (рис. 129, а) и при выполнении на хвостовике ниппеля фаски (рис. 129, б).
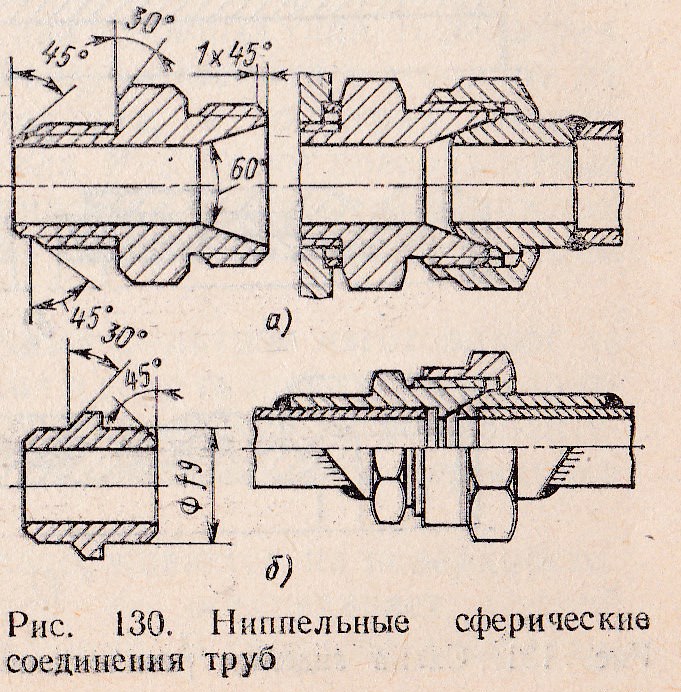 Для давления 30—40 МПа распространено ниппельное (шаровое) соединение (рис. 130), которое целесообразно также применять в трубопроводах, подвергающихся частому демонтажу. Герметичность этого соединения обеспечивается плотным контактом поверхности стального шарового ниппеля с конической поверхностью штуцера. Сварка сферического ниппеля с трубкой производится встык (рис. 130, а) и с заделкой трубы в расточке ниппеля (рис. 130, б). Сопротивление усталости и надежность при сварке вторым способом значительно (примерно в 2—3 раза) выше, чем при сварке первым способом. Сварку рекомендуется производить токами высокой частоты.
Для давления 30—40 МПа распространено ниппельное (шаровое) соединение (рис. 130), которое целесообразно также применять в трубопроводах, подвергающихся частому демонтажу. Герметичность этого соединения обеспечивается плотным контактом поверхности стального шарового ниппеля с конической поверхностью штуцера. Сварка сферического ниппеля с трубкой производится встык (рис. 130, а) и с заделкой трубы в расточке ниппеля (рис. 130, б). Сопротивление усталости и надежность при сварке вторым способом значительно (примерно в 2—3 раза) выше, чем при сварке первым способом. Сварку рекомендуется производить токами высокой частоты.
В штуцерах присоединения трубопроводов к гидроагрегатам, применяют цилиндрическую и коническую резьбы. Последняя имеет преимущество, так как не требует применения уплотняющих прокладок. Однако при конической резьбе трудно обеспечить заданное угловое положение штуцеров с отводами. Уплотнение подобных соединений обычно производят с помощью опорных колец.
Гибка трубопроводов. Гибка труб из стали обычно производится в холодном состоянии, с заполнителем. Заполнителями являются канифоль, селитра и легкоплавкие металлы (сплавы Вуда и др.), заливаемые в трубу в расплавленном состоянии.
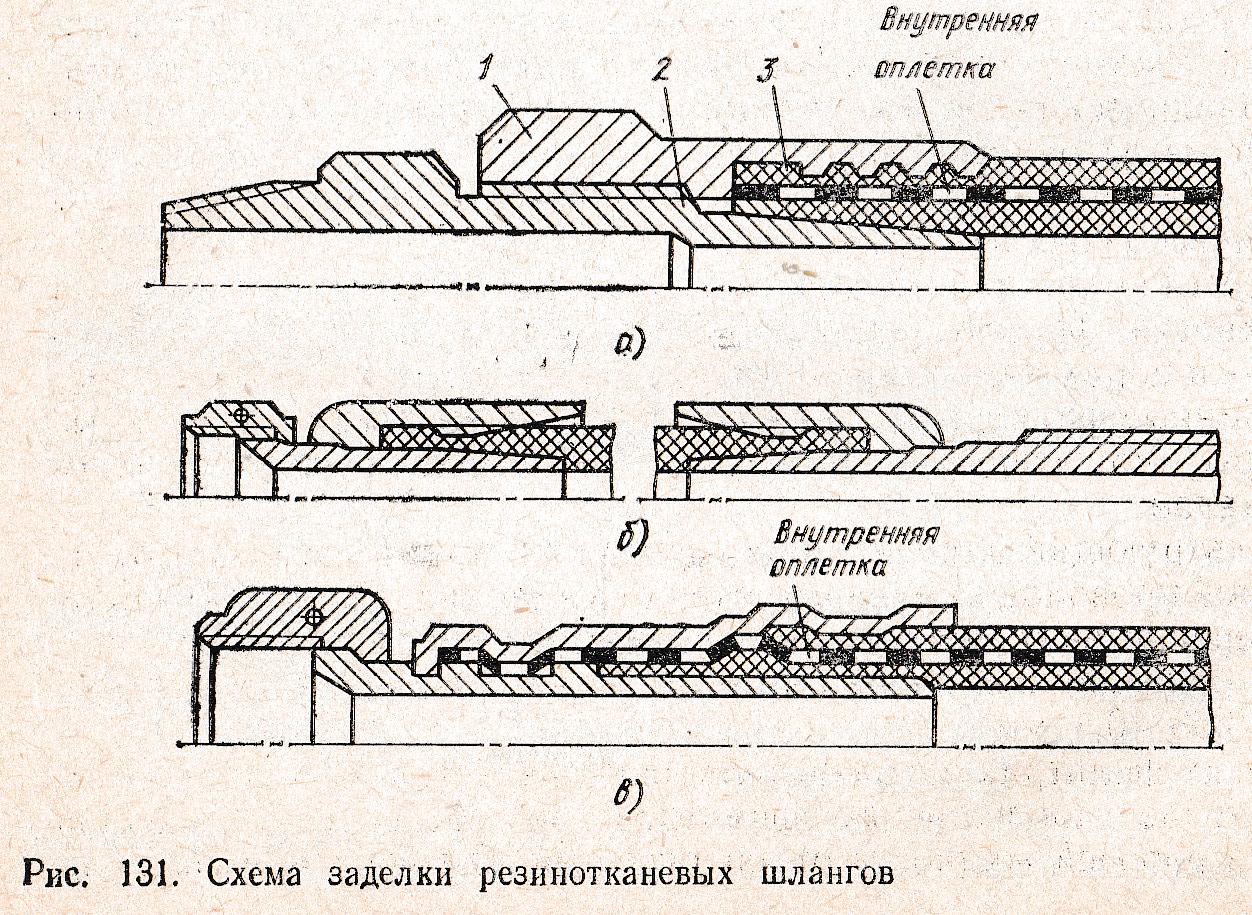 Распространенным способом заделки резинотканевых шлангов в арматуре при давлении 10—15 МПа является способ заделки при помощи зажимной обоймы 1 (наконечника) и соединенного с ней резьбой ниппеля 2, который в данном соединении является общей деталью с присоединительным штуцером (рис. 131, а). Хвостовик обоймы имеет внутреннюю нарезку большого шага. При монтаже шланг 3 ввинчивается в наконечник 1 до упора, после чего в наконечник ввинчивается ниппель 2 (до прихода торца шланга к торцу наконечника), который своим коническим хвостовиком вминает шланг в канавки резьбы наконечника и уплотняет соединение. Типовой шланг оплеточной конструкции для рабочего давления до 15 МПа, заделанный в наконечник с внутренним и наружным конусами у ниппелей, показан на рис. 131, б, шланг с металлической оплеткой, заделанный в профильный наконечник, — на рис. 131, в. Наличие в заделке (см. рис. 131, б) внешнего раструба на конце обойм обеспечивает плавный перегиб шланга. Наименьший радиус гиба шлангов с двойной оплеткой обычно выбирается не менее 8—15 внутренних диаметров, с тройной оплеткой — не менее 15 диаметров.
Распространенным способом заделки резинотканевых шлангов в арматуре при давлении 10—15 МПа является способ заделки при помощи зажимной обоймы 1 (наконечника) и соединенного с ней резьбой ниппеля 2, который в данном соединении является общей деталью с присоединительным штуцером (рис. 131, а). Хвостовик обоймы имеет внутреннюю нарезку большого шага. При монтаже шланг 3 ввинчивается в наконечник 1 до упора, после чего в наконечник ввинчивается ниппель 2 (до прихода торца шланга к торцу наконечника), который своим коническим хвостовиком вминает шланг в канавки резьбы наконечника и уплотняет соединение. Типовой шланг оплеточной конструкции для рабочего давления до 15 МПа, заделанный в наконечник с внутренним и наружным конусами у ниппелей, показан на рис. 131, б, шланг с металлической оплеткой, заделанный в профильный наконечник, — на рис. 131, в. Наличие в заделке (см. рис. 131, б) внешнего раструба на конце обойм обеспечивает плавный перегиб шланга. Наименьший радиус гиба шлангов с двойной оплеткой обычно выбирается не менее 8—15 внутренних диаметров, с тройной оплеткой — не менее 15 диаметров.