Горизонтальные многошпиндельные полуавтоматы предназначены для изготовления деталей из штучных заготовок (поковок, штамповок, отливок и заготовок из отрезков проката) в условиях массового и крупносерийного производства. Горизонтальные многошпиндельные полуавтоматы изготовляют обычно на базе многошпиндельных прутковых автоматов. Основным отличием полуавтоматов является то, что установку новой заготовки и снятие готовой детали производят вручную. В загрузочной позиции при снятии детали и установке заготовки шпиндель не вращается. Все остальные шпиндели в это время вращаются. Когда заготовка закреплена, вращение получает шпиндель и в загруженной позиции. В загрузочной позиции имеются устройства для включения и выключения вращения шпинделя и зажима заготовки в патроне. У многошпиндельных полуавтоматов отсутствуют механизмы подачи и зажима прутка.
Вертикальные многошпиндельные полуавтоматы предназначены для обработки в патроне деталей сравнительно больших размеров в условиях массового производства. Эти станки высокопроизводительны, занимают мало места, удобны для компоновки технологических поточных линий. Их подразделяют на полуавтоматы последовательного и параллельного действия. Принципиальная схема полуавтомата последовательного действия показана на рис. 10.24, α. На основании 1 установлена неподвижная шестигранная колонна 2, вокруг которой периодически поворачивается стол 3 с шестью шпинделями 4. Пять суппортов 6 обслуживают одновременно пять шпинделей. Заготовку устанавливают в загрузочной позиции, и после поворота стола на 1/6 оборота шпиндель получает вращение. Начинается обработка в позиции I, а продолжается в позициях II—V. В каждой позиции выполняется один или несколько переходов. Привод станка состоит из электродвигателя 7, редуктора 8 и механизма подач 5.
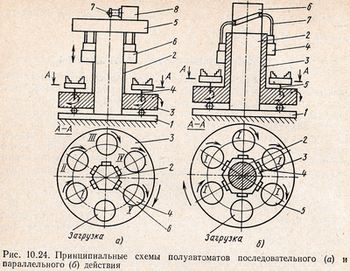
Принципиальная схема полуавтомата параллельного действия приведена на рис. 10.24, б. На основании 1 установлена неподвижная вертикальная колонна 2, вокруг которой непрерывно вращаются стол, несущий шпиндели 5, и шестигранная гильза 3 с шестью суппортами 4, представляющие собой единое целое (карусель). При повороте гильзы 3 суппорты перемещаются по ее вертикальным направляющим от неподвижного барабана 6, с которым они связаны тягами 7. У полуавтомата каждый шпиндель имеет свой суппорт, с которого обрабатывается деталь во время вращения карусели. За один полный оборот карусели на каждом шпинделе, проходящем загрузочную зону, заканчивается обработка детали. В этой зоне сначала автоматически выключается вращение шпинделя и освобождается деталь, соответствующий суппорт быстро отходит в верхнее положение, снимается готовая деталь и устанавливается новая заготовка. Затем происходит автоматический зажим заготовки, шпинделю сообщается вращение, а суппорт быстро подводится к заготовке.
Рассмотрены схемы полуавтоматов на шесть шпинделей. Современные полуавтоматы этого типа имеют 4—16 и более рабочих шпинделей.