Корпус является базовой деталью приспособления; в нем монтируют зажимные устройства, установочные и направляющие элементы, а также вспомогательные детали и механизмы. Корпус воспринимает силы, возникающие при обработке, а также зажимные силы. Корпус приспособления должен иметь минимальную массу, быть жестким и прочным. Конструкция его должна быть удобна для быстрой установки и съема заготовок, для очистки от стружки и отвода охлаждающей жидкости. Корпус должен быть простым и дешевым в изготовлении и обеспечивать соблюдение требований техники безопасности.
Корпуса передвижных и кантуемых приспособлений выполняют о отлитыми или вставными ножами, ограничивающими поверхность контакта со столом станка. Размеры и конфигурация ножек в плане должны обеспечивать при любом положении корпуса перекрытие Т-образных пазов стола. Для лучшего отвода охлаждающей жидкости и удаления стружки в корпусах предусматривают наклонные поверхности и избегают углублений в труднодоступных местах. Угол наклона этих поверхностей для чугунной стружки α =30…35°; для стальной стружки с маслом α =25…50°; для алюминиевой α =40… 45°.
Корпус кренят на стайке обычно болтами, которые заводят в Т-образные пазы стола. В серийном производстве, где на одном станке периодически выполняют различные операции, затраты времени на крепление корпуса к станку должны быть минимальны. Для этого на корпусе изготовляют либо полки для крепления его прихватами, либо литые ушки для крепежных болтов.
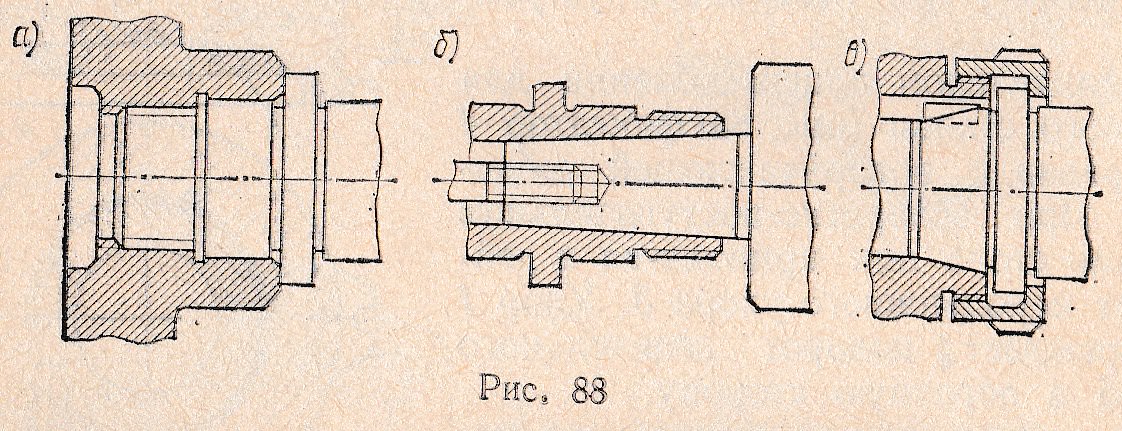
Быстрая и точная установка приспособления на столе станка без выверки обеспечивается обычно направляющими шпонками, вводимыми в Т-образный паз стола. Шпонки выполняют в виде коротких сухарей, привернутых к нижней плоскости корпуса; для того чтобы уменьшить перекосы приспособления из-за зазоров в шпоночных соединениях, расстояние между шпонками следует выбирать возможно большим. На рис. 88 показаны примеры центрирования и крепления корпусов приспособлений на шпинделях станков токарной группы:
- α — цилиндрического;
- б — конического;
- в — токарного.
Корпуса тяжелых приспособлений для удобства захвата при установке и снятии со станка снабжают рым-болтами.
Простейшие корпуса приспособлений представляют собой прямоугольную плиту. Корпус может иметь форму планшайбы, угольника, тавра, корыта и т. д. В приспособлениях для сверления заготовок: с нескольких сторон корпуса имеют коробчатую форму. Корпуса изготовляют из серого чугуна СЧ12-28, стали СтЗ; в некоторых случаях (например, в поворотных приспособлениях) используют алюминиевые сплавы.
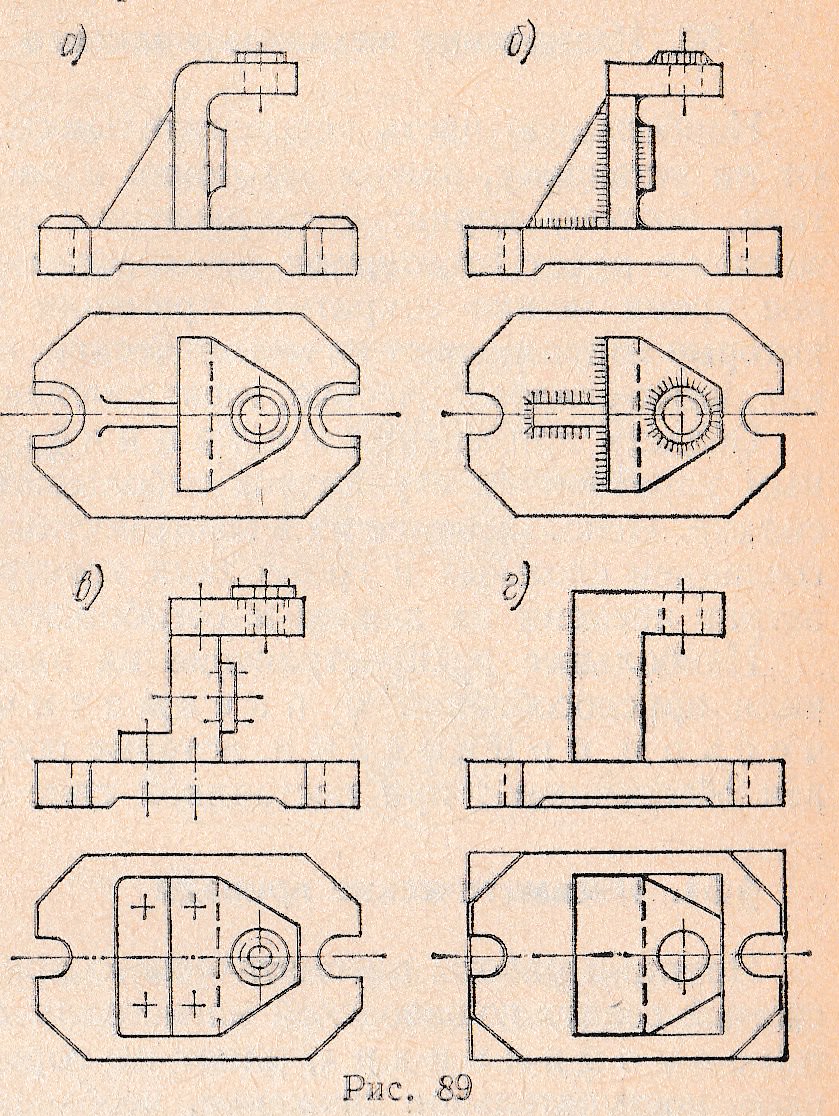
Корпуса приспособлений изготовляют литьем, сваркой, ковкой, а также сборкой из отдельных элементов на винтах или с натягом. Литье применяют в основном для корпусов сложной конфигурации. С помощью сварки также можно получать корпуса сложных конфигураций, при этом сокращаются сроки и снижается себестоимость их изготовления. Применяя усилительные ребра, уголки и косынки, можно получать жесткие сварные корпуса. Стоимость сварных корпусов в отдельных случаях может быть снижена вдвое по сравнению с литыми, а масса уменьшена на 40%. На рис. 89 показаны примеры литого (α), сварного (б), сборного (в) и кованого (г) корпусов одной конструкции. Конфигурация сварного корпуса мало отличается от литого; конфигурации сборного, а также кованого корпусов наиболее просты.