Хонингование выполняют специальным инструментом — хонинговальной головкой (хоном), оснащенной мелкозернистыми абразивными брусками. Головка (рис. 15.17) совершает одновременно вращательное и возвратно-поступательное движения в неподвижном отверстии. Хонингованием можно получать высококачественную поверхность, а также исправлять некоторые дефекты отверстий (конусность, овальность и др.). При хонинговании в качестве смазочно-охлаждающей жидкости применяют эмульсию пли керосин.
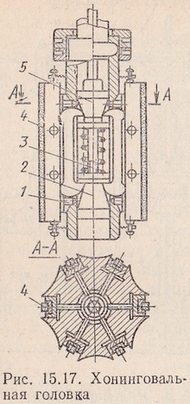
Бруски 4 хонинговальной головки получают радиальное перемещение с помощью конусов 2 и 5, насаженных на стержень 3 с винтовой резьбой и имеющих возможность сближаться или удаляться друг от друга при вращении стержня 3. При сближении конусы 2 и 5 через пальцы 1 раздвигают абразивные бруски 4, а при удалении— сдвигают. Таким образом устанавливают бруски на нужный диаметр перед началом обработки. У автоматической хонинговальной головки радиальное перемещение брусков 4 для возможности самоустановки в обрабатываемом отверстии производится автоматически, для чего головку соединяют со шпинделем станка универсальными шарнирами. После каждого двойного хода головки стержень 3 поворачивается и сближает конусы 2 и 5.
В зависимости от вида обработки хонинговальные станки подразделяются на станки для хонингования отверстий и наружных поверхностей, а по расположению и числу шпинделей — на вертикальные и горизонтальные, одно- и многошпиндельные.
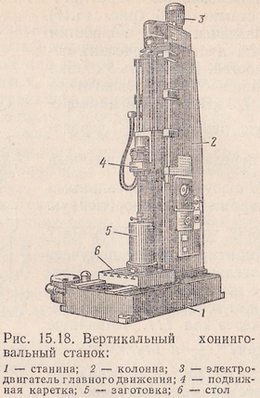
Вращение шпинделя у хонинговальных станков (рис. 15.18) осуществляется обычно от электродвигателя через механическую коробку скоростей. Возвратно-поступательное перемещение шпинделя у вертикальных хонинговальных станков обычно производится с помощью гидравлического привода. В горизонтальных станках для этого используют электромеханический или гидравлический привод.