Фрезерование наружной и внутренней резьб производят дисковыми и гребенчатыми, или групповыми, фрезами. При нарезании дисковыми резьбовыми фрезами инструмент устанавливают под углом, равным углу подъема нитки нарезаемой резьбы. Резьбы с крупным шагом нарезают коническими профильными фрезами или цилиндрическими концевыми фрезами с поочередной обработкой одной, а затем другой стороны нитки.
Трапецеидальные и прямоугольные резьбы с крупным шагом фрезеруют дисковыми фрезами предварительно, а чистовые переходы делают резьбовым резцом за несколько рабочих ходов.
Короткие наружные и внутренние резьбы с треугольным профилем фрезеруют гребенчатыми, или групповыми, фрезами. Гребенчатая резьбовая фреза представляет собой как бы несколько дисковых резьбовых фрез, соединенных торцами вместе. Такие фрезы называют групповыми. Продольные канавки, а, следовательно, и режущие кромки у таких фрез расположены параллельно их оси. Зубы фрезы делают затылованными для облегчения их заточки. Длину групповой фрезы обычно берут на 2…3 нитки больше длины нарезаемой резьбы.
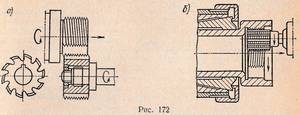
Резьбу групповой фрезой нарезают за 1,25 оборота нарезаемой заготовки. Это делается для того, чтобы перекрыть место врезания фрезы. При нарезании резьбы заготовка при каждом обороте должна продвинуться в осевом направлении на один шаг нарезаемой резьбы. Схемы работы такими фрезами показаны на рис. 172 (α — наружная, б — внутренняя резьба).
Профиль зубьев фрезы должен быть одинаковым с профилем нарезаемой резьбы. Ось гребенчатой фрезы устанавливают параллельно оси нарезаемой заготовки.
Применение резьбовых гребенчатых фрез особенно целессобразно при нарезании резьбы, расположенной у галтелей, буртиков и т. п., а также резьбы, доходящей до дна глухих отверстий, так как в таких случаях только с помощью фрезерования можно обеспечить полную резьбовую нитку вплоть до буртика или до дна отверстия. Фрезерование гребенчатыми фрезами широко применяют при нарезании резьбы на деталях из вязких и твердых сталей, когда нарезание резьбы плашками или резьбонарезными головками не может обеспечить требуемую шероховатость поверхности на резьбе или же вызывает быстрое изнашивание инструмента.