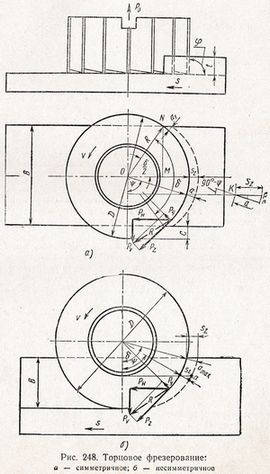
При торцовом фрезеровании ось фрезы располагается перпендикулярно обработанной поверхности. Основную работу при торцовом фрезеровании производят боковые (главные) режущие кромки; торцовые кромки лишь зачищают обработанную поверхность. На рис. 248, а показано неполное симметричное торцовое фрезерование фрезой, у которой главный угол в плане ϕ = 90°.
Торцовое фрезерование называется полным, когда ширина фрезеруемой (обработанной) поверхности В будет равна диаметру фрезы D; полный угол контакта δ в этом случае будет равен 180°. При неполном симметричном фрезеровании полный угол контакта б определится из треугольника ONM:
Толщина среза α — величина переменная вдоль всей длины дуги контакта. На входе и выходе она равна α1. Для произвольного положения зуба, имеющего угол контакта ψ, толщина среза определяется из треугольника крп:
α = szsinψ.
При ψ = 90° (т. е. вдоль оси симметрии заготовки) толщина среза наибольшая:
αmax = szsin90° = sz.
При встречном несимметричном фрезеровании (когда ось фрезы не проектируется на середину ширины фрезерования; рис. 248, б) толщина среза увеличивается от нуля при входе до αmах при выходе. Промежуточная толщина среза:
α = szsinψ.
При попутном несимметричном фрезеровании, когда фреза будет иметь вращение, обратное вращению, показанному на рис. 248, б, толщина среза будет изменяться от αmах при входе до α = 0 при выходе.
Торцовая фреза с ϕ = 90° (рис. 248, α) применяется для обработки поверхности, имеющей со смежной вертикальной поверхностью угол 90°. При фрезеровании на проход применяются фрезы с ϕ <90°, как более производительные.
Если при ϕ = 90° (рис. 248, α) максимальная толщина среза αmах = sz, то при угле ψ <90°.
αmах = szsinϕ.
Следовательно, для фрез с малым значением угла ср при одной и той же толщине среза αmах, определяющей нагрузку на режущую кромку, подача sz может быть значительно увеличена, что и вызовет повышение производительности. Но при малом значении угла ф длину режущей кромки и другие размеры фрезы необходимо увеличить. Геометрические элементы режущей части торцовых фрез. Минутная подача и скорость резания при торцовом фрезеровании определяются по формулам, приведенным выше для цилиндрического фрезерования.
Машинное время при торцовом фрезеровании:
При симметричном торцовом фрезеровании (рис. 249, а) величина врезания у = Р — ОМ. Из треугольника ОКМ через D и B определится ОМ. В результате преобразований величина врезания при симметричном торцовом фрезеровании
y = 0,5*(D – √(D2 – B2) мм.
При несимметричном торцовом фрезеровании (рис. 249, б) из треугольника ОМK:
y = √(B*(D – B)) мм.
Величина перебега Δ = 1 ÷ 5 мм.