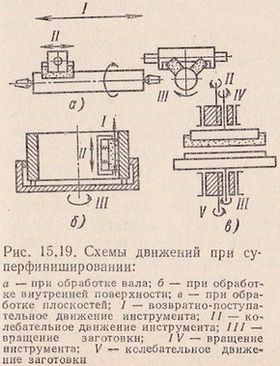
Суперфиниширование применяют для обработки наружных и внутренних цилиндрических поверхностей. Суперфиниширование производят абразивными брусками, совершающими колебательные возвратно-поступательные движения с большой частотой и малым ходом по поверхности вращающейся заготовки (рис. 15.19). Мягкие, мелкозернистые абразивные бруски во время работы прижимаются к обрабатываемой поверхности пружинами или гидравлическим устройством.
При суперфинишировании в качестве смазочно-охлаждающей жидкости применяют смесь керосина с маслом. Припуск на обработку не оставляют, поскольку процесс заключается в снятии микронеровностей, оставшихся от предыдущей обработки. Процесс снятия металла автоматически прекращается при удалении гребешков и увеличении площади соприкосновения брусков с основной поверхностью детали, когда сила прижима оказывается недостаточной для разрыва масляной пленки на поверхности детали.

На станке для суперфиниширования цилиндрических поверхностей деталей колеблящимися брусками (рис. 15.20) заготовку устанавливают в центрах между передней 1 и задней 4 бабками. Заготовка получает вращение от поводкового патрона 2, как и на обычном токарном станке. Абразивные бруски крепят в специальных державках 3, которые получают осевое возвратно-поступательное движение по обрабатываемой поверхности. Движение осуществляется с помощью гидропривода, служащего также для подвода брусков к заготовке и легкого прижима их к ее поверхности. Колебательное движение бруски получают по специальным направляющим от отдельного электродвигателя посредством эксцентрика.
Скорость вращения детали составляет 2-20 м/мин, продольная подача 0,1-0,15 мм/об, а число колебательных движений брусков в минуту 500-1800.