Наряду с нормальным давлением, которое испытывает передняя поверхность резца при деформации (сжатии) срезаемого слоя, она подвергается также действию и сил трения, возникающих на поверхностях контакта сходящей стружки с передней поверхностью резца.
Деформациям подвергается не только срезаемый слой, но и слои основной массы металла, от которых производится отделение стружки, т. е. поверхность резания и обработанная поверхность (глубина пластической деформации поверхностного слоя а3 показана на рис. 32). Эти деформации, особенно упругие, создают выпучивание металла величиной Нуп (рис. 34), которое вызывает давление металла на задние поверхности инструмента. А так как последние перемещаются относительно поверхности резания и обработанной поверхности, то наряду с нормальным давлением на задние поверхности инструмента будут действовать еще о силы трения.
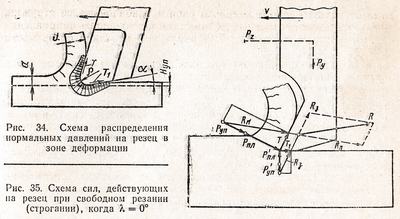
Нормальные давления на переднюю и заднюю поверхности распределяются неравномерно (рис. 34); наибольшие давления — у вершины резца. Нормальные давления как выражение сопротивления металла разрушению (стружкообразованию) могут быть представлены в виде сосредоточенных сил. Тогда общая схема сил сопротивления, действующих на инструмент со стороны обрабатываемой заготовки, будет выглядеть следующим образом (рис. 35). Сила сопротивления стружкообразованию RП, действующая со стороны срезаемого слоя на переднюю поверхность инструмента, может быть представлена как равнодействующая силы упругой деформации Руп силы пластической деформации Рпл (направленной нормалыш к передней поверхности) и силы трения Т. Сила сопротивления стружкообразованию R3, действующая на заднюю поверхность инструмента, может быть представлена соответственно силами Р’уп Р’пл (направленными нормально к площадке износа инструмента по задней поверхности* или нормально к обработанной поверхности) и силой трения Т1 действующей по задней поверхности. Силы трения:
T = μ (Рпл + Руп); T1 =μ1 (Р’пл + Р’уп),
где μ и μ1 — коэффициенты трения соответственно по передней и задней поверхностям.
Суммарная равнодействующая R всех сил, действующих на резец, определяется как равнодействующая сил Rп и Rз (см. рис. 35).
Сумма проекций сил сопротивления Рпл, Р’пл, Руп, Р’уп, Т и Т1 на горизонтальную плоскость преодолевается приложенной к резцу силой резания Рz; сумма проекций этих сил на вертикальную плоскость дает некоторую силу, стремящуюся сдвинуть резец от заготовки в вертикальной плоскости (во избежание чего резец закрепляется в резцедержателе), и в процессе резания возникает, как реакция, сила Ру.
Представляя процесс резания как процесс упругопластического сжатия и принимая во внимание силы трения, действующие на поверхностях режущего инструмента, общую работу, затрачиваемую на резание, можно выразить:
A = Ay + Aпл + Aтр.п.п + Aтр.з.п
где Ay — работа, затрачиваемая на упругие деформации; Aпл —работа, затрачиваемая на пластические деформации; Aтр.п.п — работа, затрачиваемая на преодоление трения по передней поверхности; Aтр.з.п — работа, затрачиваемая на преодоление трения по задней поверхности.
* Небольшая площадка износа по задней поверхности (с углом α = 0) образуется почти сразу при начале резания острым инструментом и увеличивается по мере дальнейшей работы до величины h3.
При обработке заготовок из пластичных металлов работа Ау незначительна, а потому наибольшими составляющими работы в этом случае будут Aпл, Aтр.п.п и Aтр.з.п.
При обработке заготовок из малопластичных металлов (например, чугунов) работа Aпл будет мала, и основными составляющими работы будут Ay, Aтр.п.п и Aтр.з.п, причем вследствие относительно малого скольжения стружки надлома по передней поверхности инструмента работа Aтр.п.п будет значительно меньше, чем работа Aтр.з.п.
Если было бы можно точно подсчитать все силы, действующие на резец, со стороны срезаемого слоя и обработанной поверхности, то, проектируя их на горизонтальную и вертикальную ось легко определить силу Рz (минимальную силу, которая должна быть приложена к резцу в направлении скорости резания) и силу Pу.
Однако в связи с трудностью подсчета и измерения этих сил приведенная схема, отображающая действие сил сопротивления материала резанию и объясняющая ряд явлений, сопутствующих процессу резания металлов, для практических расчетов пока не применяется.