Шлифование — процесс резания металлов с помощью абразивного инструмента, режущим элементом которого являются зерна. Зерна, обладающие высокой твердостью, теплоустойчивостью и острыми кромками, соединены специальными связующими веществами в шлифовальные круги, сегменты, головки, бруски и шкурки; применяют зерна и в виде паст и порошков.
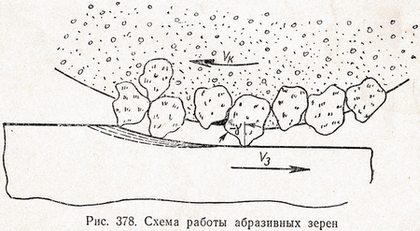
Выступающие зерна (рис. 378) абразивного материала, прочно закрепленные в шлифовальном круге связующим (цементирующим) веществом, при вращении круга с большой скоростью (до 80 м/с) срезают (царапают) слой металла с заготовки в виде очень мелкой стружки. Большое число стружек (до сотни миллионов в минуту) их малая толщина (несколько микрон) обусловливаются малым размером самих режущих зерен-резцов и большим количеством зерен, одновременно участвующих в резании (царапании). Вследствие малого сечения среза и большой скорости резания шлифование обеспечивает высокую точность (2—1-й класс) и малую шероховатость обработанной поверхности (7—12-го класса), а поэтому этот процесс чаще является окончательной (отделочной) операцией. Однако шлифование успешно применяют и для снятия больших объемов металла, заменяя обработку заготовки резцом или фрезой.
Процесс стружкообразования при шлифовании приближается к резанию, осуществляемому зубом фрезы. Несмотря на малые размеры срезаемого слоя, получаемая при шлифовании стружка имеет то же строение и вид, что и стружка, получаемая при фрезеровании. Здесь также имеют место упругое и пластическое деформирование, тепловыделение, упрочнение, износ и др. Но так как не все зерна одинаково участвуют в работе, то наряду с нормальной (мелкой) стружкой при шлифовании получается еще и металлическая пыль, которая при высокой температуре спекается.
Высокая температура при шлифовании (до 1000—1500° С) возникает в результате наличия у зерен разнообразной, неправильной геометрии режущей части (отрицательного переднего угла) и большой скорости резания. С увеличением износа зерен температура при шлифовании повышается, что может вызвать деформацию детали, прижог, структурные изменения и трещины на обработанной поверхности. Для снижения температуры при шлифовании сталей применяют обильное (10—60 л/мин) охлаждение. Смазочно-охлаждающие жидкости способствуют также удалению абразивной и металлической пыли из воздуха и очищению пор круга от продуктов отхода, повышают производительность и уменьшают шероховатость обработанной поверхности; снижается и размягчение связки круга, которое получается вследствие нагрева.
При шлифовании заготовок из сталей наибольшее распространение имеют следующие смазочно-охлаждающие жидкости:
- 1%-ный раствор кальцинированной соды и 0,15%-ный раствор нитрита натрия;
- 2%-ный водный раствор мыльного порошка;
- 5—7%-ный водный раствор эмульсола;
- 3,5%-ный водный раствор нейтрального эмульсола на основе олеиновой кислоты.
При шлифовании заготовок из алюминия применяют керосин или керосин с добавкой минеральных масел. Заготовки из чугуна и меди часто шлифуют без охлаждения, но при этом желательно наличие пылеотсосов.
Наряду с общими явлениями, присущими и другим видам обработки металлов резанием, процесс шлифования имеет особенности:
- режущая кромка шлифовального круга не сплошная, а прерывистая, так как зерна отстоят друг от друга на некотором расстоянии;
- зерна шлифовального круга неправильной, округленной в вершинах геометрической формы, произвольно расположены в круге, что является причиной отрицательного и непостоянного значения переднего угла;
- вследствие пирамидальной и округленной формы режущей части зерна возникает сложная зависимость между глубиной и шириной впадины, образуемой на обработанной поверхности каждым зерном-резцом;
- в процессе работы шлифовальный круг может самозатачиваться, т. е. под действием повышенной нагрузки на затупленное зерно последнее может расколоться или чаще всего выкрошиться из связки, обнажив новые острые зерна, которые и будут продолжать резание;
- вследствие округления вершины зерна и нулевой толщины среза в момент, предшествующий царапанию — срезанию (т. е. при врезании), зерна подвергаются большому трению о поверхность резания, образованную впереди идущими зернами-резцами;
- процесс снятия стружки зерном происходит за короткий промежуток времени (0,0001—0,00005 с). Эти особенности делают процесс резания при шлифовании более сложным, чем при других видах обработки, и создают большие трудности как при теоретическом, так и экспериментальном его исследовании.