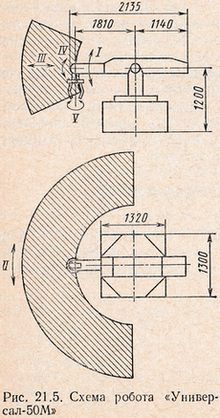
Робот Универсал-50М (рис. 21.4) предназначен для обслуживания литья под давлением, штамповки, ковки, механической обработки, упаковки и других технологических процессов (рис. 21.5).
Техническая характеристика робота
Число степеней подвижности: 5
Переносные степени подвижности:
- поворот (движение I), °: 50
- скорость поворота, °/с: 20
- поворот (движение II), °: 340
- скорость поворота, °/с: 70
- выдвижение (движение III), мм: 900
- скорость выдвижения, мм/с: 1000
Ориентирующие степени подвижности:
- поворот (движение IV), °: 200
- скорость поворота, °/с: 90
- вращение (движение V), °: 360
- скорость вращения, °/с: 90
Грузоподъемность, кг: 50
Точность позиционирования, мм: 3
Тип управляющего устройства: Позиционное
Число кадров в цикле: 50
Число команд в цикле: 12
Масса, кг: 1500
Приводными устройствами звеньев манипулятора служат гидроусилители, к золотникам управления которых вращение передается от электродвигателей постоянного тока по командам управляющего устройства. Робот «Универсал-50М» является представителем группы гидравлических роботов, работающих в сферической системе координат.
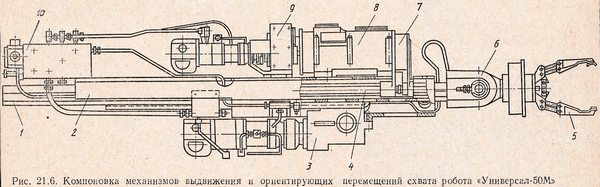
Конструктивная компоновка механизмов выдвижения и ориентирующих перемещений охвата представлена на рис. 21.6. На корпусе 2 установлены унифицированный привод 9, дифференциальный редуктор 8, переходный редуктор 7, привод 3 выдвижения кисти, а также гидропанель 10. Внутри корпуса 2 перемещается каретка 1, к которой прикреплена дифференциальная головка 6, имеющая сменный схват 5. От унифицированного привода 9 через дифференциальный редуктор 8 и переходный редуктор 7 крутящий момент передается на два вала 4 квадратного сечения и далее на дифференциальную головку 6. От привода 3, осуществляющего выдвижение захватного устройства 5, через реечную зубчатую пару крутящий момент передается на каретку 1, заставляя ее выдвигаться из корпуса 2.
Управляющее устройство, предназначенное для управления манипулятором и технологическим оборудованием в автоматическом и ручном режимах, выполнено в виде отдельного шкафа и состоит из блоков питания, панелей управления приводами, фотоусилителей, тиристоров, блоков считывания, панелей задатчиков и записи программы, панелей управления и пульта ручного управления. Программу набирают на штекерном барабане и на задатчиках (потенциометрах). Запись программы производится по первому циклу. Способ считывания построчный, фотоэлектрический.