Резьбонакатные станки делят на станки с плоскими и круглыми плашками. Станки с плоскими плашками производительны и дают возможность получать точную резьбу. Подвижная плоская плашка 9 (рис. 13.9) получает возвратно-поступательное движение от электродвигателя 1 через клиноременную передачу d1/d2, пару зубчатых колес z1/z2 и кривошипный механизм 3. Заготовки из бункера 4 попадают в зону обработки по направляющему желобу 10 с помощью толкателя 6, который приводится в действие от электродвигателя по кинематической цепи, аналогичной цепи для привода подвижной плашки, и далее через пару колес z3/z4, предохранительную муфту 2 и кривошипный механизм 5. Толкатель 7 непосредственно подает заготовки в пространство между подвижной 9 и неподвижной 8 плашками.

В станках с круглыми плашками заготовку 2 (рис. 13.10, о) размещают па упоре 4 между неподвижной 1 и подвижной 3 круглыми плашками (роликами). Плашка 3 быстра подводится к заготовке и прижимает ее к ролику 1; происходит накатывание резьбы, которое заканчивается после нескольких оборотов заготовки (рис. 13.10, б). Оба ролика вращаются от одного электродвигателя через механическую передачу, а прямолинейное перемещение подвижного ролика осуществляется обычно от гидропривода. Существуют и другие методы накатывания резьбы.
Преимуществами метода накатывания являются высокая производительность, относительно низкая себестоимость, большая прочность и износостойкость накатанных резьбовых изделий по сравнению с прочностью и износостойкостью нарезанных,
Гайконарезные станки
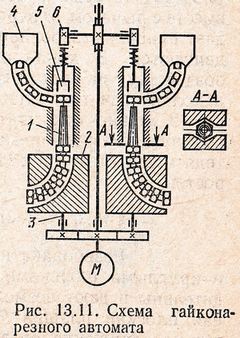
Нарезание резьбы в гайках при крупносерийном и массовом производстве осуществляют на гайконарезных полуавтоматах и автоматах машинными метчиками с прямыми или изогнутыми хвостовиками. Принципиальная схема двухшпиндельного гайконарезного автомата, работающего метчиками с изогнутым хвостовиком, показана на рис. 13.11. Метчик 1 вместе со специальной головкой 2 получает вращение от шпинделя 3. Нарезаемые гайки из бункера 4 подаются к вращающемуся метчику и толкателем 5 прижимаются к нему. Толкатель 5 получает движение от эксцентрика 6, Гайка перемещается по метчику и по изогнутому хвостовику сбрасывается в зону готовых изделий.