Станок предназначен для фрезерования коротких наружных и внутренних резьб гребенчатыми фрезами в условиях крупносерийного и массового производства.
Техническая характеристика станка
Наибольший диаметр заготовки, устанавливаемой над станиной, мм…450
Наибольшее расстояние между торцами шпинделей, мм……400
Максимальный наружный диаметр фрезеруемой резьбы, мм…80
Частота вращения шпинделя фрезерной головки, мин-1 …… 160—2500
Фреза, установленная в шпинделе XXI (рис. 13.7) фрезерной головки В, получает главное вращательное движение. Каретка фрезерной головки перемещается по горизонтальным направляющим станины А. Заготовке, закрепленной в патроне бабки изделия Б, сообщается круговая подача. Фрезерная головка имеет поперечную подачу для врезания в направлении к заготовке.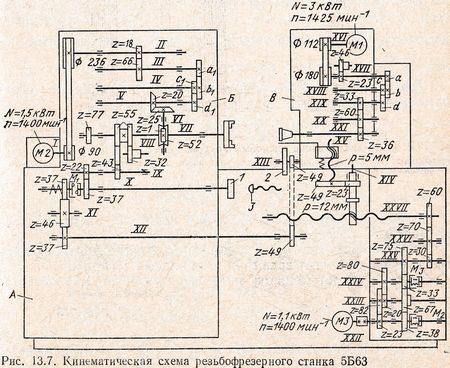
Цикл работы станка — полуавтоматический. В цикл входит быстрое продольное перемещение каретки к заготовке от двигателя М3; медленное ее перемещение от того же двигателя при подходе упора 3 каретки к копиру 1; продольное перемещение каретки от копира 1 на шаг нарезаемой резьбы и одновременное врезание фрезы в заготовку на глубину резьбы от копира 2; нарезание полной глубины резьбы; отвод фрезы (копирами) от заготовки в поперечном и продольном направлениях; быстрое возвращение каретки в исходное положение; останов станка. Цикл обработки осуществляется за один оборот копиров 1 и 2. Все автоматические переключения осуществляются с помощью кулачков и конечных выключателей.
Кинематическая схема станка. Главное движение сообщается шпинделю фрезы от электродвигателя М1 (N = 3 кВт; n = 1425 мин-1) через клиноременную передачу 112/180, гитару сменных зубчатых колес a/b c/d зубчатую передачу 33/60 60/36.
Уравнение кинематической цепи главного движения:![]()
откуда a/b c/d = nф/800.6, где nф — частота вращения фрезы.
Зубчатое колесо я = 23 на валу XVII приводит в действие насос для подачи смазочного материала.
Круговая подача детали осуществляется от электродвигателя М2 (N = 1,5 кВт; n = 1400 мин-1) через клиноременную передачу 90/236, зубчатую пару 18/66 гитару сменных зубчатых колес a1/b1 c1/d1, коническую передачу 20/25 и червячную пару 1/52.
Уравнение кинематической цепи вращения шпинделя (обрабатываемой заготовки):
Изменение направления вращения шпинделя заготовки осуществляется реверсированием электродвигателя. Копиры продольного 1 и поперечного 2 перемещений фрезерной головки получают вращения от шпинделя заготовки. За один оборот копиров заготовка совершает 1,31 оборота:
Полный оборот заготовки необходим на формирование полного профиля резьбы, а 0,31 оборота на врезание фрезы в заготовку. Продольный копир — сменный; он осуществляет перемещение фрезерной головки на шаг нарезаемой резьбы при неподвижном ходовом винте XXVII. Вал копира 1 отключается от приводной цепи муфтой М1 и электромагнитом при возвращении копира в исходное положение (один оборот копира). При реверсе вала шпинделя VII вал X постоянно вращается в одну и ту же сторону вследствие переключения паразитного колеса z = 32 на валу VIII. Копир 2 поперечного перемещения для определенного диапазона шагов резьб—сменный открытого типа. Рабочее перемещение каретки на глубину нарезаемой резьбы осуществляется от копира 2 через рычаг, а ее установочное перемещение — от винта XV с шагом р = 5 мм.
Ускоренные подвод и отвод фрезерной головки осуществляются от асинхронного электродвигателя М3 (N = 1,1 кВт; n = 1400 мин-1). Быстрое перемещение ходовой винт XXVII получает при включении электромагнитной муфты М2 по следующей кинематической цепи:![]()
При подходе копира 1 к упору 3 включается муфта M3 и выключается муфта M2. Каретка фрезерной головки получает замедленное перемещение:![]()