Основным технологическим процессом обработки цилиндрических зубчатых колес в настоящее время является нарезание зубьев червячной фрезой с последующим шевингованием. Однако производительность зубофрезерования в 3—4 раза меньше, чем производительность протягивания. Стремясь повысить производительность зубообработки применительно к массовому производству зубчатых колес, был разработан способ кругодиагонального протягивания зубьев цилиндрических колес.
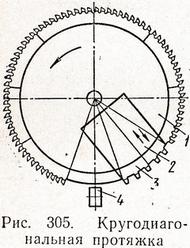
Кругодиагональная протяжка (рис. 305) имеет две группы режущих зубьев: первая группа в виде сегментов расположена на диске 1 и предназначена для чернового нарезания зубьев по методу кругового протягивания; вторая группа в виде сегмента 3, закрепленного на ползуне 2, предназначена для чистового нарезания зубьев по методу кругодиагонального протягивания. Такой инструмент назван автором фрезопротяжкой. При кругодиагональном протягивании нарезаемое колесо 4 неподвижно, а каждая точка зуба инструмента перемещается по прямой (или близкой к прямой) линии, параллельной оси нарезаемого колеса. Это движение получается в результате суммирования вращательного движения дисковой протяжки и поступательного перемещения ползуна 2. После обработки одной впадины зуба колеса (т. е. за один неполный оборот инструмента) заготовка поворачивается для обработки следующей впадины, для чего существует на инструменте участок, не занятый режущими зубьями. Производительность кругодиагональной протяжки в 5—6 раз выше, чем производительность зубофрезерования червячной фрезой.