На станке 7Е35 обрабатывают плоские и фасонные поверхности деталей, а также прорезают прямоугольные пазы, канавки и выемки в условиях единичного и мелкосерийного производства.
Техническая характеристика станка
Наибольший ход ползуна, мм: 500
Размеры рабочей поверхности стола, мм:
- ширина: 360
- длина: 500
Число двойных ходов ползуна в минуту: 13,2-150
Мощность электродвигателя привода главного движения, кВт: 5,5
Кинематическая схема станка приведена на рис. 14.2. Главное движение — прямолинейное возвратно-поступательное перемещение ползуна с резцом от электродвигателя М1 (N = 5,5 кВт; n = 1450 мин-1) через клиноременную передачу 140/355, цилиндрическую пару колес 84/36, восьмиступенчатую коробку скоростей.
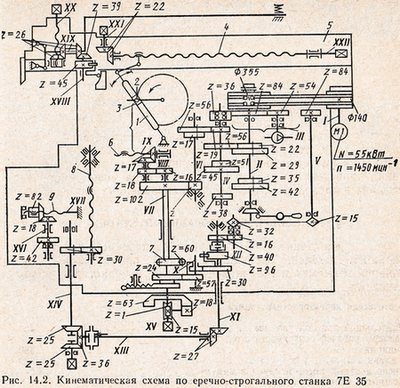
Далее вращение передается колесу z = 102 кулисы, в направляющих 1 которой находится палец 2 с кулисным камнем 3. При вращении колеса кулиса получает качательное движение, передаваемое через винт 4 ползуна 5. Длину хода ползуна регулируют винтом 6, изменяя радиус положения пальца 2. Это осуществляется вручную через вал XV посредством зубчатой передачи 16/18 и конической пары колес 17/17.
Движение подачи — прерывистое горизонтальное и вертикальное перемещение стола. Это движение передается от зубчатого колеса z = 102 кулачку 7 и храповому механизму z = 60, z = 30, z = 96. Меняя амплитуду качания собачки, изменяют число зубьев храпового колеса г = 96, захватываемого собачкой, а, следовательно, и подачу. Затем движение передается валам XI, XIII и XIV и далее через цилиндрическую передачу 30/30 на винт 8 вертикально подачи или через колеса 30/42 и коническую пару 18/82 на винт 9 горизонтальной подачи.

На рис. 14.3 показан суппорт станка. Он перемещается в направляющих корпуса 1, закрепленного в конце ползуна. В суппорте 2 смонтирована откидная планка 4 с резцедержателем 5. Во время рабочего хода (влево) планка упирается в опорную плоскость, при обратном ходе она свободно откидывается, качаясь вокруг пальца 3. Положение суппорта 2 относительно оси ползуна можно регулировать и закреплять в нужном положении болтом 6.