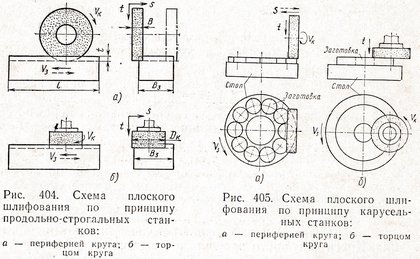
Поверхности можно шлифовать как периферией, так и торцом круга. Плоскошлифовальные станки работают по принципу продольно-строгальных (рис. 404) или карусельных станков (рис. 405). При шлифовании периферией круга (рис. 404, а) по принципу продольно-строгальных станков шлифовальный круг вращается со скоростью vк, а заготовка (стол) совершает возвратно-поступательное движение со скоростью vз. Если ширина круга меньше ширины обрабатываемой поверхности, то шлифовальный круг имеет также поперечную подачу s в направлении ширины заготовки.
Длина дуги соприкосновения при плоском шлифовании периферией круга (A2В1 см. рис. 402) меньше дуги соприкосновения при внутреннем шлифовании (AB), но больше дуги соприкосновения при наружном круглом шлифовании(A1В1). Отсюда следует, что при прочих одинаковых условиях шлифования (t, Dк) глубина резания, приходящаяся на одно зерно при плоском шлифовании периферией круга, больше, чем при внутреннем шлифовании, но меньше, чем при наружном.
При шлифовании торцом круга вследствие большой площади соприкосновения круга с заготовкой происходит большое тепловыделение, вызывающее прижог обработанных поверхностей и коробление тонких заготовок. Во избежание этого тонкие плоские заготовки рекомендуется шлифовать сегментными кругами или периферией круга, когда поверхность соприкосновения, а, следовательно, и тепловыделение меньше.