Патроны применяют для закрепления сравнительно коротких деталей. Различают самоцентрирующие и несамоцентрирующие патроны. У несамоцентрирующих патронов обычно имеется четыре кулачка, каждый из которых можно перемещать независимо друг от друга для закрепления деталей несимметричной формы. У самоцентрирующих патронов имеется, как правило, три кулачка, которые сдвигаются и раздвигаются одновременно.
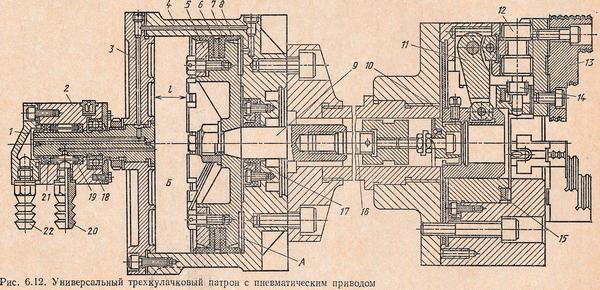
Патроны с пневмоприводом применяют в серийном и массовом производстве. На рис. 6.12 показан трехкулачковый рычажный патрон с пневматическим приводом. Пневмопривод, закрепленный на фланце, установленном на заднем конце шпинделя токарного станка, состоит из пневмоцилиндра 4, в котором размещается поршень 8 со штоком 9, крышки 3, в отверстие которой запрессован хвостовик 1, и не вращающейся воздухораспределительной муфты 2 с двумя штуцерами 20 и 22 для подвода сжатого воздуха.
Для герметизации полостей А и Б пневмоцилиндра 4 на поршне установлены манжеты 7 с промежуточным кольцом 6, закрепленные кольцом 5. Герметизация штока осуществляется манжетой 17, герметизация невращающейся муфты 2 с вращающимся хвостовиком 1 — манжетами 19 и 21. Муфта 2 установлена на наружном кольце шарикоподшипника 18, внутреннее кольцо которого вращается вместе с хвостовиком 1.
От распределительного крана сжатый воздух подводится к штуцеру 22, а затем, пройдя по каналам в хвостовике 1, крышке 3 и пневмоцилиндре 4, поступает в штоковую полость А и перемещает поршень 8 со штоком 9 влево. При этом шток через тягу 16 и винт перемещает втулку 10 в корпусе влево. В корпусе патрона на осях установлены три рычага 11 с отношением плеч 3:1. На концах рычагов подвижно установлены сухари, которые входят в пазы втулки 10 и в пазы основания кулачкоз 13. При движении влево втулка 10 поворачивает на осях рычаги 11, короткие плечи которых перемещают кулачки к центру, и деталь зажимается.
После обработки детали распределительный кран переключается; сжатый воздух подводится к штуцеру 20, пройдя по каналу в хвостовике 1, он поступает в бесштоковую полость Б пневмоцилиндра и перемещает поршень 8 со штоком 9 вправо. При этом шток через тягу 16 перемещает втулку 10 с вертикальными плечами рычагов 11 вправо, а горизонтальные плечи этих рычагов разводят кулачки 13, и деталь разжимается.
На требуемый размер обрабатываемых деталей кулачки 13 устанавливают вращением винта 12, на конце которого имеется зубчатое колесо 14, находящееся в зацеплении с плоским центральным зубчатым колесом 15. При вращении зубчатое колесо 15 через зубчатое колесо 14 поворачивает остальные винты 12, которые перемещают все кулачки в положение, соответствующее размеру обрабатываемой детали.
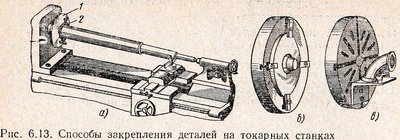
Поводковые патроны применяют при обработке деталей в центрах. В этом случае на конец шпинделя навинчивают поводковый патрон 1 (рис. 6.13, а), а на обрабатываемой заготовке закрепляют хомутик 2.
Планшайбы используют для закрепления с помощью прихватов, накладок и болтов, угольников или специальных приспособлений (рис. 6.13, б и в) крупных или сложных по конфигурации деталей, которые не могут быть зажаты в кулачковом патроне.
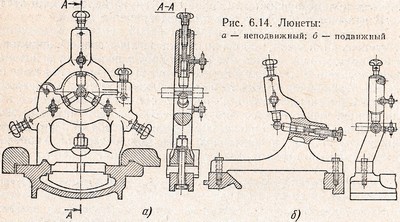
Люнеты применяют при обработке длинных деталей малого диаметра во избежание их прогиба под действием сил резания. Неподвижный люнет (рис. 6.14, а) устанавливают на направляющие станины, а подвижный (рис. 6.14, б) — на каретку суппорта.
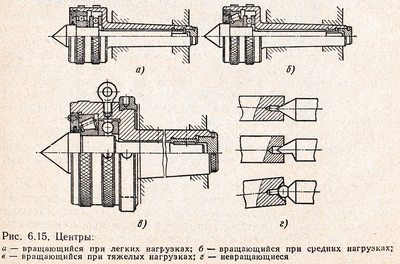
Центры (рис. 6.15) служат для поддержания деталей при обработке на токарных станках.
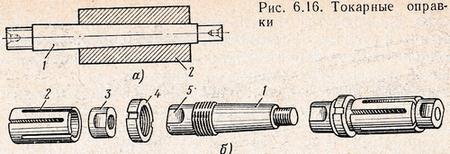
Оправки применяют для крепления деталей с предварительно обработанным отверстием. На конусную оправку 1 (рис. 6.16, а) обрабатываемую деталь 2 надевают с тугой посадкой. Разжимная оправка (рис. 6.16, б) состоит из конического стержня 1, втулки 2 с прорезями, гаек 3 и 4. Деталь закрепляется при разжиме втулки 2 при перемещении ее вдоль конуса гайкой 3. Для снятия детали с оправки служит гайка 4. Для передачи оправке вращения на ней закрепляют хомутик. На левом конце стержня 1 имеется лыска 5 для винта хомутика.