Обработку строганием производят резцами, сходными по форме с токарными, на строгальном станке. Однако в отличие от токарной обработки строгание выполняют прерывисто со снятием стружки при поступательно-прямолинейном движении заготовки или резца.
Универсальные строгальные станки подразделяют на продольно- и поперечно-строгальные. Продольно-строгальные станки подразделяют на одностоечные, двухстоечные и портальные. Имеются специализированные строгальные станки — кромкострогальные, копировально-строгальные и др.
Длина столов продольно-строгальных станков зависит от их назначения и достигает 12…15 м. Стол может двигаться с помощью реечных передач или гидравлических устройств. В последнем случае можно достигнуть более высокой скорости хода стола и более плавного реверсирования.
У поперечно- и продольно-строгальных станков резцедержатель вместе с резцом может поворачиваться в вертикальной плоскости при обратном ходе. Для установки резца по высоте суппорт с резцедержателем можно перемещать в вертикальном направлении. Для обработки наклонных поверхностей суппорт может быть повернут на требуемый угол.
На строгальных станках чаще всего обрабатывают плоскости. На крупных продольно-строгальных станках, снабженных несколькими суппортами, можно одновременно строгать несколько плоскостей на разных сторонах заготовки.
На долбежных станках резец при долблении совершает только возвратно-поступательное движение в вертикальном направлении, а движение подачи осуществляется заготовкой.
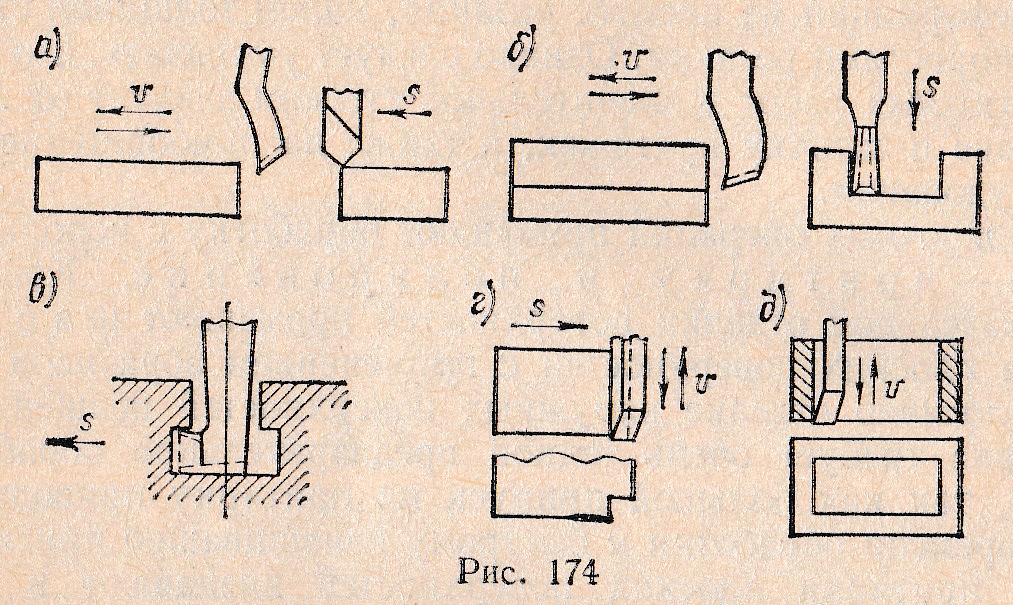
Долбежные станки чаще всего применяют для долбления шпоночных пазов, канавок, профильных отверстий. Наиболее характерные виды работы, выполняемые на строгальных и долбежных станках, показаны на рис. 174: а — строгание плоскости; б — строгание паза; в — строгание Т-образного паза; г— долбление углового профиля; д — долбление прямоугольного отверстия (и — главное движение резания; й — движение подачи).