В промышленности широко применяются одношпиндельные фрезерные станки — горизонтальные, вертикальные и универсальнофрезерные горизонтальные. Имеются, кроме того, специализированные и специальные фрезерные станки. К специализированным фрезерным станкам относятся многошпиндельные продольно-фрезерные с расположением шпинделей в различных плоскостях; торцово-фрезерные для обработки плоскостей, карусельно-фрезерные с вращающимися столами; барабанно-фрезерные с вращающимся барабаном и копировально-фрезерные для обработки фасонных поверхностей. К специальным станкам относятся резьбофрезерные, шпоночно-фрезерные, агрегатно-фрезерные и реечные.
В одношпиндельном горизонтально-фрезерном станке шпиндель расположен горизонтально; в вертикально-фрезерном станке — вертикально; в остальном устройство станка принципиально не отличается от горизонтально-фрезерного. Вертикально-фрезерные станки снабжают как прямоугольными, так и круглыми столами.
Универсально-фрезерные станки отличаются от описанных тем, что они имеют поворотный стол, который позволяет выполнять операции по фрезерованию винтовых канавок (например, у спиральных сверл) и зубчатых колес с винтовыми зубьями.
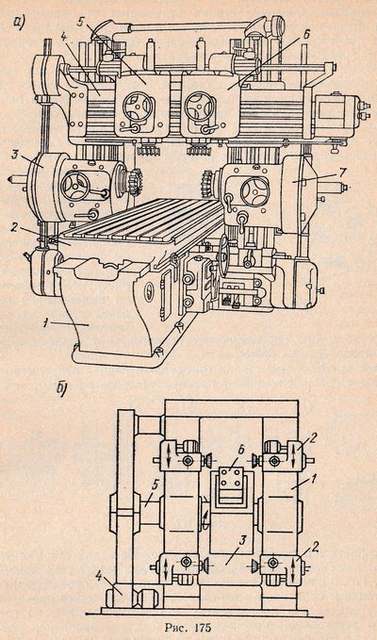
Продольно-фрезерный станок является характерным для группы специализированных фрезерных станков. Такие станки изготовляют с одним или несколькими вертикальными и горизонтальными шпинделями; в последнем случае заготовку можно обрабатывать одновременно с нескольких сторон. На рис. 175, а показан общий вид четырехшпиндельного продольно-фрезерного станка. По направляющим станины 1 может перемещаться стол 2, на котором закрепляют заготовки. Обработку выполняют фрезами, установленными в шпинделях, находящихся в шпиндельных бабках 3, 5, 6 и 7. Так как стол неподвижен, то чтобы получить требуемые размеры при обработке, инструмент устанавливают выдвижением шпинделей вдоль их оси и перемещением шпиндельных бабок 5 и 6 по направляющим поперечины 4 перпендикулярно осям шпинделей этих бабок.
Барабанно-фрезерные станки относятся к группе непрерывно действующих станков. Они имеют преимущественное распространение в крупносерийном и массовом производстве. На таких станках может производиться одновременная обработка двух плоскостей заготовок. На рис. 175, б приведена схема станка. На валу 5, проходящем через раму станины, смонтирован барабан 3, имеющий форму правильного четырехугольника (а иногда пяти- и шестиугольника), на гранях которого установлены приспособления 6 для закрепления детали. Вал вместе с барабаном 3 вращается от отдельного привода 4. Частота вращения барабана может регулироваться коробкой подач, помещенной в корпусе станины.

На двух стойках 1 размещены фрезерные головки 2, которые представляют собой самостоятельные узлы с индивидуальными приводами. Фрезерные головки могут перемещаться на стойках и закрепляться в любом положении согласно настройке станка. Для регулирования глубины фрезерования шпиндели кроме вращательного движения имеют поступательное движение по направлению оси вращения. Производительность станка зависит от количества одновременно обрабатываемых заготовок и частоты вращения барабана.
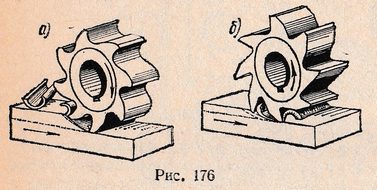
На фрезерных станках плоские поверхности можно обрабатывать цилиндрическими фрезами при движении стола станка с закрепленной заготовкой навстречу направлению движения зубьев, т. е. методом встречного фрезерования (рис. 176, а) или в том же направлении методом попутного фрезерования (рис. 176, б). В обоих случаях стружка, снимаемая каждым зубом фрезы, имеет форму запятой, но в первом случае толщина стружки постепенно увеличивается в процессе резания, а во втором уменьшается.
Преимущество встречного фрезерования заключается в плавном увеличении нагрузки на зуб и во врезании зубьев в металл под коркой. Недостатком этого метода является стремление фрезы оторвать заготовку от поверхности стола.
Точность фрезерования зависит от типа станка, инструмента, режимов резания и других факторов. При фрезеровании может быть достигнута точность по 8…11-му квалитетам, а при скоростном и тонком фрезеровании — до 7-го квалитета. Шероховатость поверхности при чистовом фрезеровании Rа=6,3…1,6 мкм.
На рис. 177 приведены различные виды обработки на фрезерных станках: α — обработка плоскости цилиндрической фрезой; б — обработка плоскости торцевой фрезой; в, г — обработка вертикальной плоскости и паза дисковой трехсторонней фрезой; д — обработка паза концевой фрезой; е — обработка боковых плоскостей двумя торцевыми фрезами; ж — обработка сложного профиля набором фрез.
Ребят, помогите, что за модель станка тут в разделе? Не видно на фото.