Внутреннюю резьбу нарезают в основном метчиками. Используют также резцы, гребенки, резьбовые фрезы. В зависимости от способа нарезания резьбы метчики разделяют на машинные для нарезания резьбы на станках и ручные, или слесарные, применяющиеся при нарезании резьбы вручную с помощью клуппов.
При нарезании машинными метчиками резьба нарезается за один ход одним метчиком. Лишь в случаях нарезания длинных резьб или резьб в глухих отверстиях применяют два метчика. Точные резьбы после нарезания доводят калибровочным метчиком вручную или на станке. Ручными метчиками резьбу нарезают за два или три рабочих хода в зависимости от размера резьбы соответственно различными метчиками, входящими в комплект. Машинными метчиками резьбу нарезают как в сквозных, так и в глухих отверстиях на резьбонарезных, сверлильных, револьверных станках, токарных автоматах и полуавтоматах.
Глухие отверстия сверлят перед нарезанием на несколько большую глубину (примерно на 3…4 нитки), чем требуемая глубина нарезки. Это облегчает нарезание резьбы, обеспечивает полноценность резьбы на требуемой глубине и предотвращает возможную поломку метчика.
 Необходимым условием при нарезании метчиками резьбы на станке (кроме нарезания падающими метчиками) является быстрое переключение вращения с рабочего хода на обратный (реверсирование) после нарезания резьбы на требуемой глубине. Для нарезания резьбы в глухих отверстиях станки должны быть снабжены ограничителями рабочего хода с переключением на обратный при достижении метчиком конечного положения. Остановка вращения метчика может быть осуществлена также с помощью самовыключающихся патронов.
Необходимым условием при нарезании метчиками резьбы на станке (кроме нарезания падающими метчиками) является быстрое переключение вращения с рабочего хода на обратный (реверсирование) после нарезания резьбы на требуемой глубине. Для нарезания резьбы в глухих отверстиях станки должны быть снабжены ограничителями рабочего хода с переключением на обратный при достижении метчиком конечного положения. Остановка вращения метчика может быть осуществлена также с помощью самовыключающихся патронов.
Переключение вращения шпинделя необходимо также и при использовании самовыключающихся патронов, за исключением специальных станков для нарезания гаек.
Для нарезания резьбы метчиками применяют различные типы патронов.
Жесткие патроны представляют собой простую державку для метчика. Эти патроны используют только на револьверных станках и автоматах, где обеспечивается соосность отверстия и метчика.
Плавающие патроны не только обеспечивают самоустановку метчика по оси нарезаемого отверстия, но и позволяют выполнять быструю смену метчика, не останавливая вращения шпинделя. Вместо плавающих патронов, особенно для метчиков небольших диаметров, применяют также посадку метчика в жестком патроне с некоторым зазором, позволяющим ему самоустанавливаться. Метчик с патроном чаще всего соединяют с помощью квадратного хвостовика метчика.
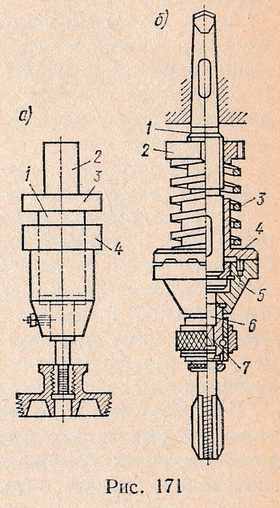
Самовыключающиеся от упора патроны применяют для нарезания резьбы метчиком (и круглыми плашками) на револьверных станках и автоматах, а также на многошпиндельных резьбонарезных станках. После прекращения продольной подачи шпинделя станка от действия упора дальнейшее ввинчивание метчика в нарезаемое отверстие заставляет выдвигаться подвижную часть патрона (рис. 171, а) до тех пор, пока полумуфта 3, жестко связанная с оправкой 2, не выйдет из зацепления с полумуфтой 1 выдвигаемой части патрона 4.
Самовыключающийся при перегрузке крутящим моментом патрон показан на рис. 171, б. На валике 1, конический хвостовик которого служит для закрепления патрона в шпинделе станка, посажена на шпонке полумуфта 4, имеющая торцевые кулачки, входящие в зацепление с такими же кулачками второй полумуфты 5, свободно установленной на валике. Полумуфта 4 перемещается в продольном направлении пружиной 3, осевая сила которой регулируется гайкой 2. Вращение метчику передается от полумуфты 5 через сменную втулку 7.
Если крутящий момент превышает заранее установленное значение, втулка 6 начинает проскальзывать. В момент прекращения вращения метчика реверсируется вращение шпинделя.
Для нарезания гаек применяют гайконарезные станки, работающие длинными гаечными метчиками или метчиками, имеющими длинный изогнутый хвостовик.
Резьбу нарезают, применяя смазывающе-охлаждающие жидкости: в стали — осерненное масло (сульфофрезол), в чугуне — керосин.
При нарезании однозаходных и многозаходных нестандартных резьб для чистового нарезания используют резьбовые резцы. Основным недостатком фасонных резцов является низкая производительность, так как они не могут производительно работать при значительной толщине стружки и высоких скоростях резания. При обработке этим способом требуется несколько рабочих ходов: например, для резьбы средних размеров — от 12 до 20 ходов, а для резьб с крупным шагом, трапецеидальных и прямоугольных — до 50 ходов.
Гребенки для нарезания внутренних резьб почти не применяют, так как метчик представляет собой как бы комплект нескольких резьбонарезных гребенок, соединенных вместе, и в то же время он значительно проще в изготовлении, чем гребенка.