Ленточное шлифование осуществляется шлифовальными лентами, изготовляемыми из широкой шкурки на тканевой основе. Основные схемы ленточного шлифования приведены на рис. 406. Схема работы станка с возвратно-поступательным движением стола дана на рис. 406, α. На плите 2 укреплен обрабатываемый лист 3. Стол имеет гибкую конструкцию; в месте соприкосновения с абразивной лентой 1 он поддерживается роликом 4. Бесконечная абразивная лента натягивается роликом 5 и снимает слой металла с листа.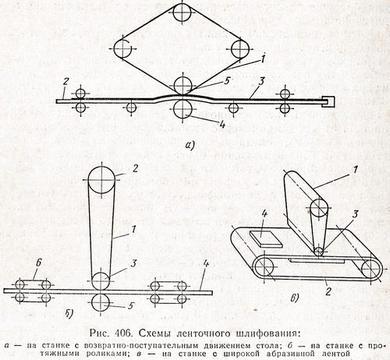
На станке с протяжными роликами 6 (рис. 406, б) обрабатываемый лист 4 проходит между нажимным роликом 3 и поддерживающим роликом 5. Абразивная лента 1 охватывает ролик 3 и ведущий шкив 2. Лента движется со скоростью 30 м/с и снимает припуск с листа. На рис. 406, в показан ленточно-шлифовальный станок с широкой абразивной лентой 1 и ленточным транспортером 2, на котором находится обрабатываемая заготовка 4. Во время работы станка заготовка 4 протаскивается транспортером под лентой 1, которая роликом 3 прижимается к заготовке 4.