Под воздействием различных технологических методов обработки образуется поверхностный слой, состояние которого определяет качество поверхности. Качество поверхностного слоя деталей определяется совокупностью характеристик шероховатости, волнистости, физико-механических свойств, микроструктуры металла и остаточных напряжений.
Шероховатость поверхности и критерии ее оценки. Шероховатостью поверхности (микрогеометрией) называют совокупность неровностей с относительно малыми шагами на базовой длине, образующих ее рельеф.
Причины образования шероховатости. Шероховатость после механической обработки — это след режущего инструмента (металлического или абразивного), искаженный пластической и упругой деформацией, а также вибрацией системы СПИД (рис. 1).
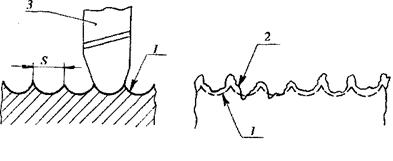
Рис. 1. Схема образования неровностей на поверхности, обработанной лезвийным инструментом
- а — образование закономерного (регулярного) поперечного профиля поверхности;
- б — искажение профиля пластической деформацией при отделении стружки;
- 1,2 — соответственно закономерный и искаженный профили поверхности; 3 — резец; S — шаг неровностей – подача.
Шероховатость после немеханических методов обработки — есть результат неодинакового съема металла с поверхности (электрохимическая, электроэрозионная и др. обработка), а также копирования неровностей (микроотклонений) поверхности штампов, вальцев, литейных форм при получении заготовок и т.п.
Различают шероховатость: продольную, измеряемую в направлении вектора скорости резания и поперечную, измеряемую в направлении подачи. В большинстве случаев шероховатость поперечная больше продольной.
Критерии оценки шероховатости
Учитывая большое влияние качества поверхности на эксплуатационные свойства деталей машин, шероховатость несущих поверхностей строго регламентируют. Шероховатость поверхности принято определять по ее профилю, который представляет собой линию пересечения поверхности плоскостью, перпендикулярной к направлению неровностей на базовой длине.
В нашей стране за основу принята система отсчета, согласно которой отсчет высоты неровностей производится от средней линии профиля. Средняя линия профиля (линия на профилограмме, показанной на рис. 2) — это линия, делящая реальный профиль так, что в пределах базовой длины сумма квадратов расстояний точек профиля до этой линии минимальная, т.е. ![]() .
.
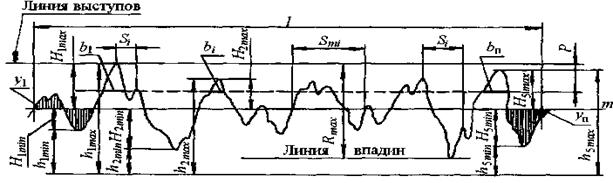
Рис. 2. Профилограмма поверхности
Основные характеристики шероховатости регламентируются ГОСТом 25142 — 82 и ГОСТом 2789 — 73 «Шероховатость поверхности. Параметры и характеристики», который для количественной оценки и нормирования шероховатости устанавливает шесть параметров: три высотных (Ra, Rz, Rmax), два шаговых (Sm, S) и параметр относительной опорной длины профиля (tp).
Среднее арифметическое отклонение профиля Ra — среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины l, т.е. среднее арифметическое из абсолютных значений расстояний точек измеренного профиля до его средней линии:
или приближенно:

где уi — отклонение (ордината) профиля, определяющее расстояние между точкой реального профиля и средней линией профиля;
n — число выбранных точек на профиле (число измеренных ординат);
l — базовая длина;
Высота неровностей профиля Rz есть сумма средних арифметических абсолютных значений пяти наибольших минимумов Himin и пяти наибольших максимумов Himax профиля в пределах базовой длины:
![]()
Rz можно определить по формуле:
![]()
где himaх и himin — расстояния соответственно до пяти высших точек выступов и пяти низших точек впадин, измеренные от линии, параллельной средней линии профиля.