Скорость резания, допускаемая режущими свойствами фрезы:
где Cv — коэффициент, характеризующий обрабатываемый материал и условия обработки; D — диаметр фрезы в мм; Т — стойкость фрезы в мин; sz—подача в мм/зуб; t — глубина резания в мм; В — ширина фрезеруемой поверхности в мм; z — число зубьев фрезы; ω — угол наклона винтовой канавки фрезы в град; q, р, m, х, у, r, n — показатели степеней; Kv — общий поправочный коэффициент па измененные условия обработки.
Скорость резания увеличивается с возрастанием диаметра фрезы и угла ω и уменьшается с увеличением стойкости, подачи, глубины резания, ширины фрезерования и числа зубьев фрезы.
Повышение скорости резания с увеличением диаметра фрезы объясняется тем, что при прочих одинаковых условиях с увеличением D уменьшается толщина среза α, а, следовательно, уменьшается и нагрузка на режущую кромку зуба фрезы. Кроме того, общее количество выделившейся теплоты в этом случае будет меньше, так как при одном и том же числе зубьев у фрезы с большим D одновременно в работе будет находиться меньшее число зубьев, снимающих в этом случае и меньшую суммарную площадь поперечного сечения среза. Наряду с меньшим тепловыделением при увеличении D усиливается теплоотвод в тело фрезы (за счет большей его массы), а также увеличивается время, в течение которого зуб проходит в воздухе, не производя при этом работы. Это способствует меньшей тепловой напряженности зуба фрезы, а, следовательно, и повышению скорости резания.
При увеличении подачи sz пропорционально возрастает и толщина среза a = szsinΨ, что приводит к увеличению силы резания, затрачиваемой работы на стружкообразование, а, следовательно, и к повышению тепловыделения. В результате этого повышается термодинамическая нагрузка на единицу длины активной части режущей кромки, что и вызывает снижение стойкости фрезы или (при одной и той же стойкости) скорости резания.
При увеличении глубины резания t возрастает полный угол контакта δ (или длина пути соприкосновения фрезы с заготовкой), что увеличивает толщину среза, время нахождения зуба под стружкой и уменьшает время «отдыха» (время прохождения зуба по воздуху). Это приводит к повышению тепловыделения и тепловой напряженности на единицу длины активной части режущей кромки, а, следовательно, и к уменьшению скорости резания.
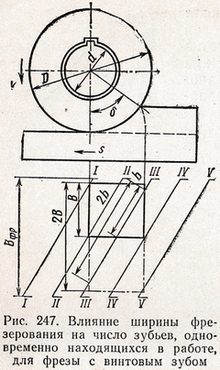
При возрастании ширины фрезеруемой поверхности В увеличивается число зубьев, одновременно находящихся в работе, и длина режущей кромки зуба, принимающая участие в стружкообразовании. Так, при ширине В (рис. 247) в работе находилось бы максимум четыре зуба, а при ширине 2В — пять зубьев. Если же представленную картину рассматривать как последовательные положения одного и того же зуба, то при ширине В после положения IV зуб не производил бы уже резания и «отдыхал», при ширине же 2В он еще продолжает работать, и лишь положение V будет соответствовать его выходу из заготовки. Кроме того, при максимальной длине соприкосновения зуба с заготовкой (положение III) эта длина (ширина среза) в первом случае равна b, α во втором случае 2b. Это приводит к большему общему тепловыделению, большей тепловой напряженности на единицу длины режущей кромки и соответствующему снижению скорости резания.
При увеличении числа зубьев фрезы z возрастает (при прочих одинаковых условиях) суммарная длина активной части режущих кромок (число зубьев, одновременно находящихся в работе), увеличивается суммарная площадь поперечного сечения среза и соответственно этому общее количество выделений теплоты. Кроме того, сам зуб становится менее массивным (при одном и том же D), что также содействует повышению температуры нагрева мелкого зуба по сравнению с крупным, а, следовательно, и снижению его стойкости или допускаемой скорости резания.
Увеличение угла наклона винтовой канавки со приводит к увеличению стойкости или (при одинаковой стойкости) скорости резания. При увеличении угла со от 20 до 60° стойкость фрезы возрастает в 3—5 раз, причем наиболее сильно при ω = 30 ÷ 60°, а также обработке заготовок из твердых и жаропрочных сталей. Повышение скорости резания с увеличением угла со объясняется в основном тем, что при этом улучшается отвод стружки и повышается равномерность фрезерования (так как увеличивается число зубьев, одновременно находящихся в работе).
Скорость резания при работе цилиндрическими фрезами из быстрорежущей стали Р18 с углом ω = 20 ÷ 30°, при обработке углеродистой стали с σB = 75 кгс/мм2 и охлаждением при sz> 0,1 мм/зуб:![]()
Приведенная формула применена при обработке заготовки без корки из горячекатаной стали с указанной σB. При других измененных условиях необходимо ввести поправочные коэффициенты, которые в формуле на стр. 112 учтены общим поправочным коэффициентом Kv.