Фасонные фрезы изготовляют с затылованными и остроконечными зубьями. На рис. 274 показана наиболее распространенная фасонная фреза с остроконечными зубьями для фрезерования канавок сверл; профиль фрезы выпуклый. Число зубьев определяется в зависимости от назначения фасонной фрезы:
z = m√(D), где m = 1,5 ÷ 2.
Профиль зуба трапецеидальной формы. Угол рабочей фрезы для фрезерования канавок θ = 50÷60°. Основным в конструкции фасонной фрезы является обеспечение одинаковой фаски f на задней поверхности по всему профилю зуба фрезы.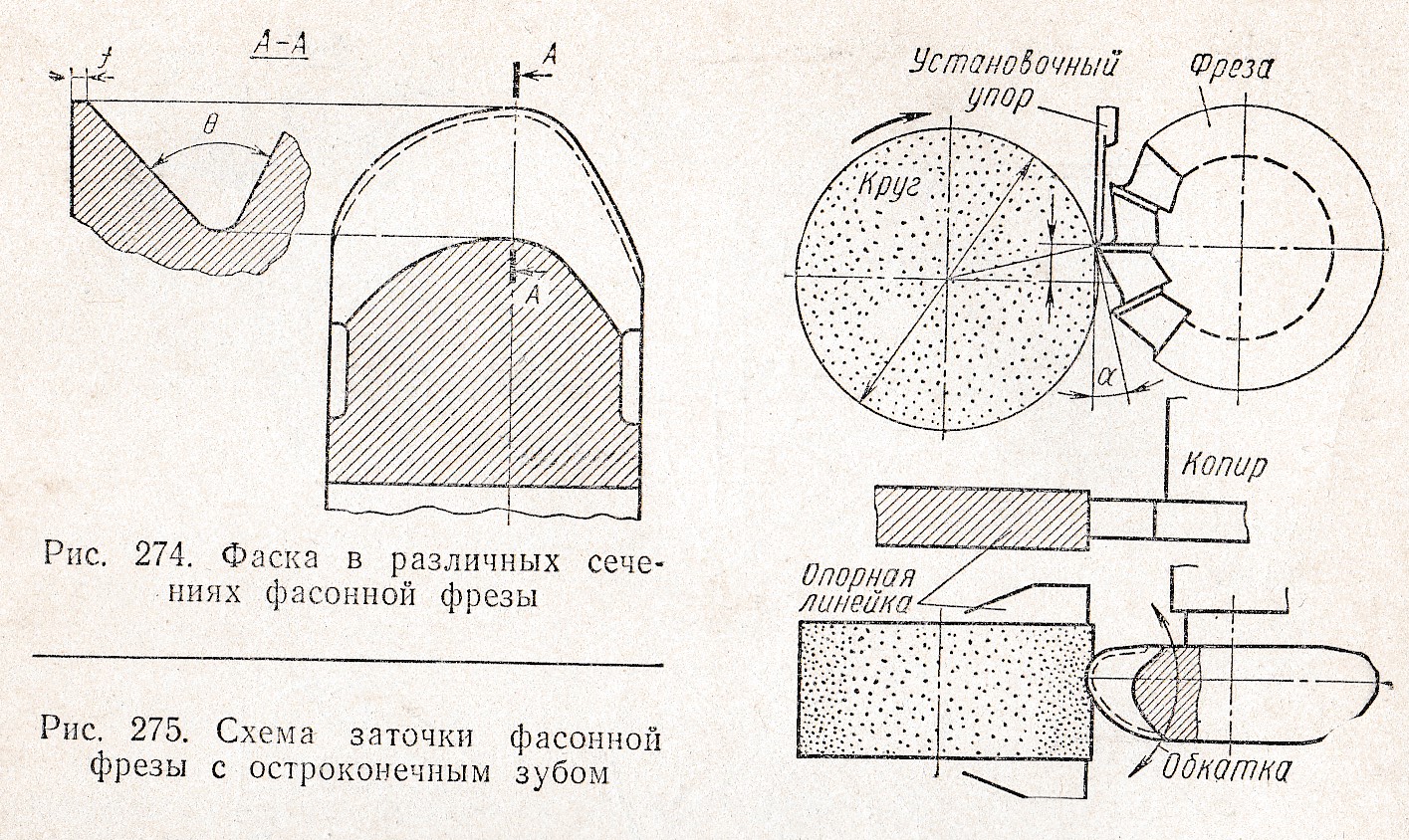
Заточка фасонных фрез с остроконечными зубьями производится на специальных приспособлениях (рис. 275). Эти приспособления имеют плоскую опорную линейку, по которой обкатывается (со скольжением или без скольжения) копир, имеющий форму профиля фрезы. С копиром жестко связана затачиваемая фреза. При качении копира по линейке шлифовальный круг будет затачивать на зубе фрезы профиль, совпадающий с профилем копира. Задний угол на фрезе может быть получен путем смещения центра шлифовального круга относительно центра детали на величину:
H = (Dкр/2)*sinα,
где Dкр — диаметр шлифовального круга; α — задний угол фрезы в нормальном сечении.