Электроискровый метод обработки металлов вытесняется электроимпульсной обработкой. Это объясняется тем, что электроискровая обработка имеет ряд серьезных недостатков: производительность сравнительно низка; износ электрода-инструмента относительно большой (например, износ латунных электродов составляет 25—30 % объема металла, снятого с заготовки), что значительно удорожает этот вид обработки и затрудняет получение необходимой точности. Кроме того, электроискровая обработка требует большого расхода электроэнергии. Электроимпульсный способ обработки металлов не лишен полностью недостатков электроискрового метода, однако является более производительным.
Электроимпульсные станки в электрической схеме (рис. 18.6) отсутствуют конденсаторы, которые были нужны в электроискровом станке для получения импульсных разрядов. В электроимпульсном станке импульсные разряды, необходимые для электрической эрозии, создаются (генерируются) в специальном генераторе импульсов.
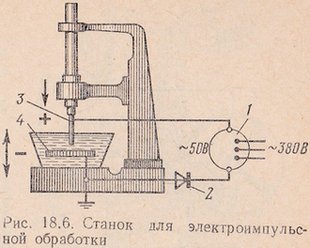
Роль такого генератора импульсов играют преобразователь 1 и селеновый выпрямитель 2. Преобразователь 1 изменяет (преобразует) напряжение и частоту переменного тока; его подключают к заводской сети (напряжение 380 В, частота 50(Гц). На выходных зажимах (преобразователя получают ток с более низким напряжением (50 В) и повышенной частотой (490 Гц). Селеновый выпрямитель 2 пропускает ток только в одном направлении Таким образом, в течение 1 с получают 490 импульсов. При этом между электродом 3 и заготовкой 4 происходят электрические разряды. Заготовке сообщается колебательное движение в направлении подачи, что предохраняет электроды от короткого замыкания.
В отличие от электроискровой обработки при электроимпульсном процессе заготовка соединена с катодом электрической цепи, а инструмент — с анодом. Обработку ведут в жидкой среде (в маслах низкой вязкости индустриальное 12, трансформаторное, а также в керосине и др.) Электроды изготовляют из меди, алюминия, чугуна, графита и т. д. Процесс электроимпульсной обработки основан на расплавлении малых объемов металла электродов в тех местах, где между ними проскакивают электрические разряды. Каждый разряд снимает очень небольшое количество металла, но так как разряды происходят очень часто, один за другим, то общий объем металла достаточно велик. По мере съема металла электрод-инструменту сообщается подача.
Электроимпульсный метод позволяет производить обработку на небольших площадях (до 180 см2) с высокой производительностью (4000 мм3/мин).