Автоматические линии из агрегатных станков применяют для обработки корпусных деталей. Агрегатные станки автоматических линий имеют свыше 70 % нормализованных узлов, поэтому они получили широкое распространение. На рис. 20.2 показана типовая схема автоматической линии из агрегатных станков. Обрабатываемые заготовки, последовательно проходя через все позиции обработки, не снимаются с транспортера. В каждой рабочей позиции заготовки фиксируются и зажимаются в стационарных приспособлениях.
Автоматические роторные линии состоят из роторных станков, связанных между собой конвейером и единым приводом. Они имеют высокую производительность, легко переналаживаются и могут быть использованы в серийном и массовом производстве. Роторные линии компонуют по принципу непрерывного действия. В роторных линиях частично или полностью совмещены по времени процессы обработки и транспортирования деталей.
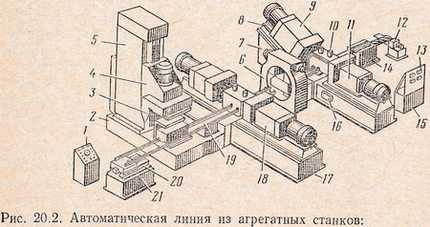
1 — пульт управления; 2, 14, 21 — подставки; 3 — приспособления; 4 — не самодействующая силовая головка; 5 — вертикальная станина; 6 — барабан; 7 — наклонные подставки; 8 — салазки; 9, 11, 18 —самодействующие силовые головки; 10 — цилиндр зажима заготовки; 12 — привод транспортирования стружки; 13 — приточная гидроаппаратура; 15 — гидростанция; 16 — насос для подачи смазочного материала; 17 – станина-подставка; 19 — поворотный стол; 20 — конвейер.
На рис. 20.3 показана схема автоматической роторной линии, на которой достигнуто полное совмещение времени обработки и транспортирования деталей. На таких линиях инструмент и заготовка в процессе обработки одновременно двигаются и вращаются вокруг центральной оси. Заготовка на ходу передается с рабочих (2, 4) на транспортные (3) роторы.
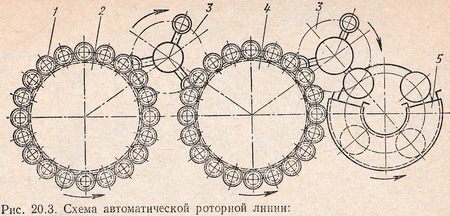
1 — рабочие шпиндели; 2 — ротор сверления; 3 — транспортный ротор; 4 — ротор развертывания; 5 — ротор закалки.
Группа станков автоматической роторной линии показана на рис. 20.4. Необходимое вращение инструменту, заготовке, рабочему и транспортному роторам сообщается от электродвигателя через систему зубчатых, червячных или других видов передач. Поступательное движение инструмент или заготовка получает либо от соответствующих копиров, либо от гидросистемы.
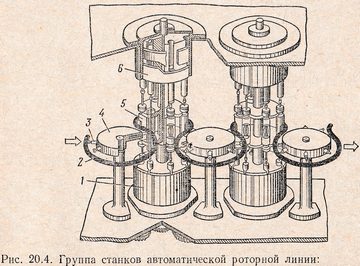
1 — роторный станок; 2 — путь, проходимый обрабатываемой заготовкой по станкам и конвейерам линии; 3 — клещи (захваты) конвейерного ротора для захвата детали; 4 — конвейерный ротор для перемещения обрабатываемых заготовок; о — блок инструмента; 6 — копир для продольного перемещения инструмента.