Шлицевые соединения применяют для посадок с натягом или зазором деталей (зубчатых колес, шкивов, втулок и др.) на валу. По сравнению со шпоночными, шлицевые соединения имеют ряд преимуществ:
- детали на шлицевых валах лучше центрируются и направляются при передвижении вдоль вала;
- меньше напряжения смятия на гранях шлицев;
- выше прочность валов при динамических и переменных нагрузках.
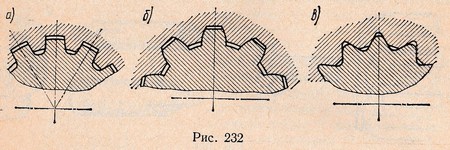
Наиболее распространены шлицевые соединения с прямоугольной прямобочной (рис. 232, а), эвольвентной (рис. 232, б) и треугольной (рис. 232, в) формами шлицев.
В прямоугольных* шлицевых соединениях применяют (для изготовления и эксплуатации) три способа центрирования (базирования) шлицевого вала и втулки:
- по боковым сторонам шлицев;
- по наружному диаметру шлицев;
- по внутреннему диаметру шлицев.
Центрирование по боковым сторонам шлицев применяют в тех случаях, когда точность центрирования втулки не имеет существенного значения и в то же время необходимо обеспечить достаточную прочность соединения.
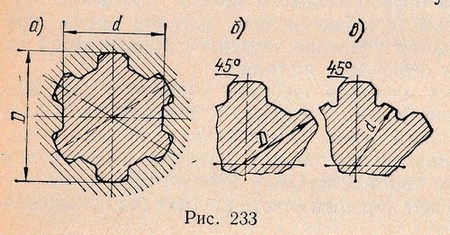
В механизмах, где основное внимание уделяется кинематической точности передач, например, в механизмах металлорежущих станков, автомобилей, тракторов н др., применяют центрирование по наружному D или внутреннему d диаметру шлицев (рис. 233, а).
Центрирование по внутреннему диаметру применяют при обработке длинных валов, подвергающихся термообработке, так как в этом случае возможно одновременное шлифование боковых сторон зубьев (выступов) шлицев и внутреннего диаметра вала.
При центрировании по наружному диаметру на углах шлицевых выступов вала, а при центрировании по внутреннему диаметру в углах шлицевых пазов отверстия делают фаски и скругления (рис. 233, б). При центрировании по внутреннему диаметру, а также при необходимости обеспечить контакт боковых сторон зубьев вала и пазов отверстия по возможно большей поверхности в углах впадин шлицевого вала делают канавки (рис. 233, в).
* В некоторых случаях применяют конические прямоугольные соединения с конусностью 1:16.
Шлицевые валы с прямоугольными зубьями обрабатывают специальными профильными фрезами в зависимости от диаметра и числа зубьев.
Эвольвентное шлицевое соединение используют для передачи значительных крутящих моментов, а также в тех случаях, когда к точности центрирования сопрягаемых элементов предъявляют повышенные требования. Эти соединения обладают повышенной прочностью благодаря постепенному утолщению зубьев от вершины к основанию, а также вследствие уменьшения концентрации напряжений у основания. Кроме того, благодаря применению при обработке шлицев червячной фрезы с прямолинейными режущими кромками обеспечиваются меньшая шероховатость поверхности и более высокая точность обработки шлицев, благодаря чему можно исключить последующее шлифование. При эвольвентном профиле шлицев можно допускать отделочные виды обработки, применяемые при зубонарезании: шевингование, шлифование по методу обкатки и др.
Центрирование эвольвентных соединений осуществляют по наружному диаметру, боковым сторонам шлицев и по вспомогательной цилиндрической поверхности (хвостовику). Наиболее часто применяют центрирование по боковым сторонам шлицев.
Треугольные шлицевые соединения используют главным образом для неподвижных соединений при небольших крутящих моментах (чтобы избежать применения посадок с натягом), а также для тонкостенных втулок. Центрирование при этом виде шлицевых соединений осуществляют только по боковым сторонам шлицев.