Внутреннее шлифование применяют главным образом при обработке точных отверстий в закаленных деталях, а также в тех случаях, когда по каким-либо причинам невозможно применить другие, более производительные методы точной обработки отверстий, например, алмазное растачивание, хонингование и др.
Существуют два способа внутреннего шлифования: во вращающейся заготовке и в неподвижной заготовке. Первый способ применяют при шлифовании отверстий в небольших по размерам заготовках, большей частью представляющих собой тела вращения, например, отверстий в зубчатых колесах, в кольцах шарико- и роликоподшипников, а второй — при шлифовании отверстий в заготовках корпусных деталей, которые неудобно или невозможно закрепить в патроне станка.
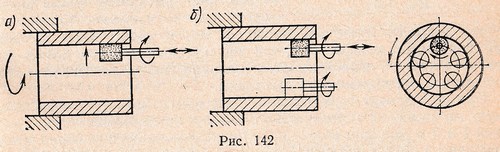
В первом случае обрабатываемую заготовку зажимают в патроне и приводят во вращательное движение (рис. 142, а). Во втором случае заготовка устанавливается на столе станка, а шпиндель шлифовального круга помимо вращательного движения имеет планетарное движение (рис. 142, б).
В обоих случаях осуществляется продольная подача шлифовального круга вдоль оси шлифуемого отверстия:
- в первом случае — движением шпиндельной головки;
- во втором — движением стола.
Наиболее существенное отличие внутреннего шлифования от наружного круглого шлифования заключается в том, что обработка производится кругом малого диаметра. Обычно диаметр круга при внутреннем шлифовании составляет 0,7…0,9 диаметра отверстия шлифуемой заготовки.
 В обычных конструкциях шпиндельных головок скорость круга при шлифовании отверстий малого диаметра большей частью не превышает 10 м/с и увеличивается с ростом размеров головок в соответствии с увеличением диаметров шлифуемых ими отверстий, доходя до 30 м/с при диаметрах отверстий свыше 30 мм. Относительно малая жесткость шпинделя шлифовального круга ограничивает глубину резания (поперечную подачу) в зависимости от диаметра шлифуемого отверстия при предварительном шлифовании стали и чугуна 0,005…0,02 мм и при чистовом шлифовании 0,002…0,01 мм на один двойной ход. Меньшие значения поперечной подачи применяют при диаметрах отверстий, не превышающих 40 мм, и при больших отношениях длины отверстий к его диаметру.
В обычных конструкциях шпиндельных головок скорость круга при шлифовании отверстий малого диаметра большей частью не превышает 10 м/с и увеличивается с ростом размеров головок в соответствии с увеличением диаметров шлифуемых ими отверстий, доходя до 30 м/с при диаметрах отверстий свыше 30 мм. Относительно малая жесткость шпинделя шлифовального круга ограничивает глубину резания (поперечную подачу) в зависимости от диаметра шлифуемого отверстия при предварительном шлифовании стали и чугуна 0,005…0,02 мм и при чистовом шлифовании 0,002…0,01 мм на один двойной ход. Меньшие значения поперечной подачи применяют при диаметрах отверстий, не превышающих 40 мм, и при больших отношениях длины отверстий к его диаметру.
Внутреннее шлифование производят вращением с продольной подачей, составляющей, как и при круглом наружном шлифовании, 0,4…0,8 ширины круга при предварительном шлифовании и 0,25…0,4 круга при чистовом, причем меньшие значения применяют при отношении длины отверстия к диаметру, равному трем.
Вследствие малых размеров шлифовальных кругов для внутреннего шлифования стойкость их, естественно, меньше, чем при других видах шлифования. Для внутреннего шлифования нужно выбирать более мягкие круги, чем в аналогичных условиях для наружного шлифования, так как при значительной длине дуги контакта круга с обрабатываемой поверхностью возможен более сильный нагрев обрабатываемой заготовки.
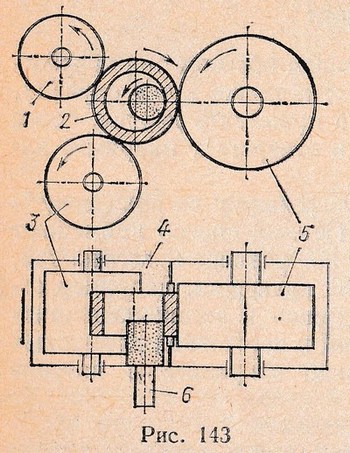
При внутреннем бесцентровом шлифовании (рис. 143) обрабатываемую заготовку 2 устанавливают между поддерживающими роликами 1 и 3 и ведущим роликом 5. Поддерживающие и ведущий ролики помещены в общем корпусе 4, который перемещается вместе с обрабатываемой заготовкой в сторону шпинделя 6 шлифовального круга. Вращающийся шлифовальный круг подается в радиальном направлении на глубину шлифования, одновременно имея возможность перемещаться в продольном направлении относительно обрабатываемой заготовки.