В общем виде выбор последовательности операций производится следующим образом. Обработка должна начинаться с поверхности, которая будет технологической базой для установки детали в процессе ее изготовления, причем обработку поверхности нужно выполнять с такой точностью (по линейным размерам и геометрической форме), которая обеспечила бы необходимую точность установки детали при дальнейших операциях.
Последовательность операций механической обработки должна быть обратной их точности, т. е. обработка должна начинаться с наиболее грубых операций, главным образом связанных со снятием корки, после чего надлежит переходить к операциям чистовым и заканчивать обработку отделочными и доводочными операциями.
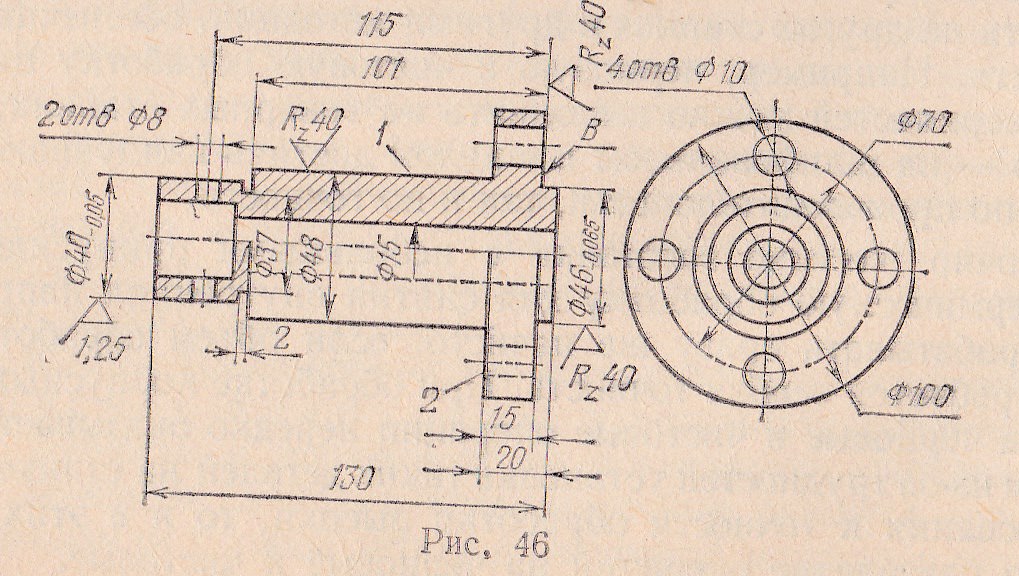
Разберем пример обработки фланцевой втулки (рис. 46). Прежде всего выбираем технологическую базу для установки детали в процессе всей обработки. Выбирая технологическую базу, нужно проанализировать условие работы данной детали в собранном узле и определить ее конструкторскую базу, помня о том, что технологическая и конструкторская базы по возможности должны совпадать.
Конструкторской базой для рассматриваемой втулки являются ось и торец фланца диаметр 100 мм, которым втулка прилегает к корпусу. Основной базой является буртик диаметр 460,065, с помощью которого деталь центрируется в расточенном отверстии корпуса, с которым она сопрягается.
В табл. 7 дано подробное изложение и обоснование последовательности выполнения операций, а также базирования.