Узел оперативной памяти в УЧПУ представляет собой буферную оперативную память, предназначенную для хранения содержимого отдельного кадра управляющей программы (основной оперативной памятью в УЧПУ типа NС является перфолента, на которой записана УП, при вводе с клавиатуры УП записана в виде распечатки на бумажном бланке). Информация кадра, поступающая из узла ввода при считывании УП с перфоленты или при вводе с клавиатуры, распределяется по соответствующим регистрам с индексацией их содержимого на пульте индикации. Запись кадра УП производится адресным способом согласно расположению команд в кадре (формату кадра).
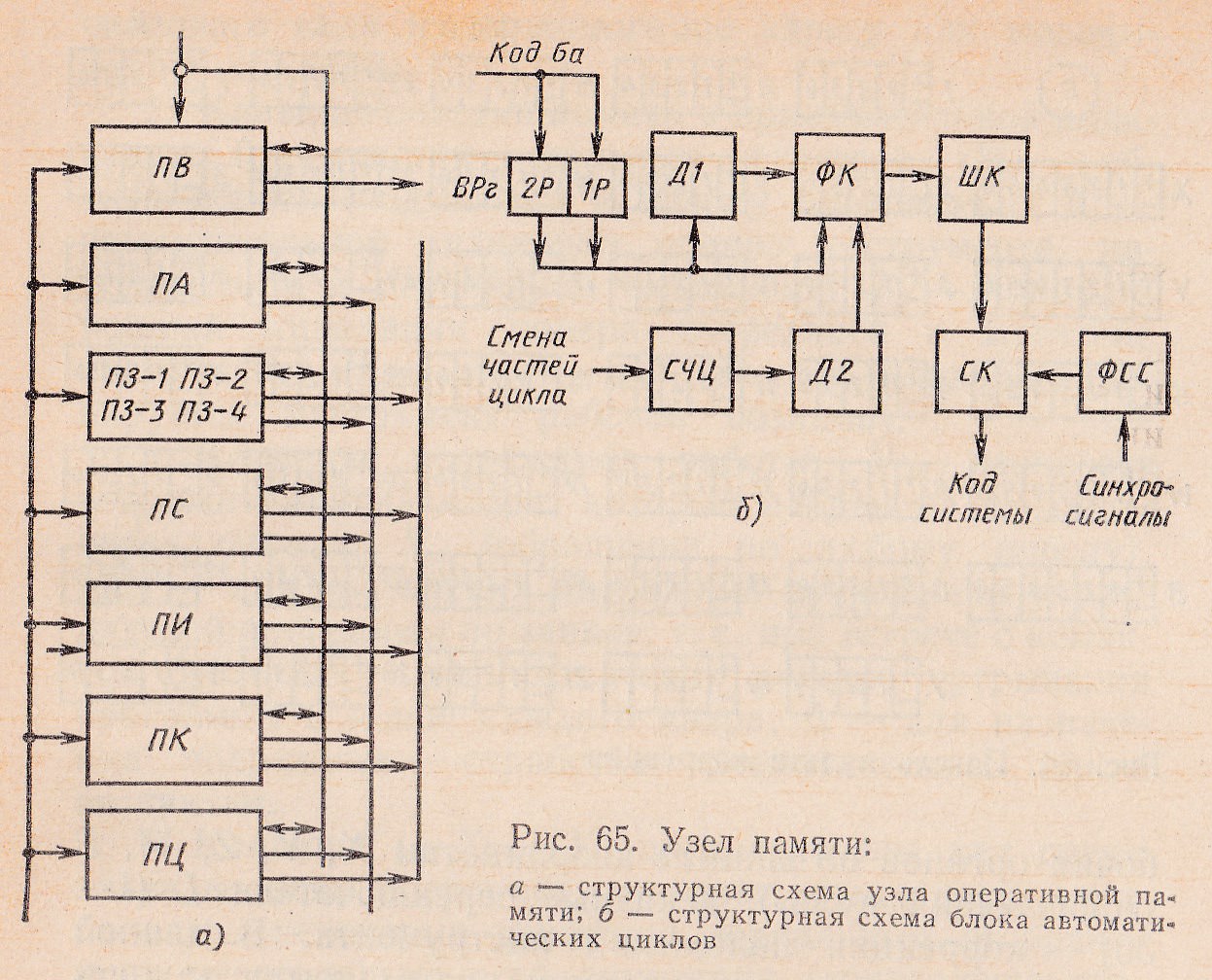
Узел оперативной памяти позиционного УЧПУ (рис. 65, а) включает в себя память ввода (ПВ), представляющую собой регистр адреса с дешифратором адресов и предназначенную для хранения адресов, поступающих команд и их расшифровку. По сформированным сигналам расшифрованного адреса выполняется распределение содержимого команд по соответствующим адресным регистрам узла памяти.
Память адреса (ПА) предназначена для хранения адреса команды, который используется в шифраторе слова для проверки команд на длину слова (контроль правильности вводимой информации). Память задания включает в себя несколько блоков регистров, в которых хранятся различные данные. ПЗ-1—память для хранения информации размерных перемещений, относящихся к первому каналу; ПЗ-2 — память задания размерных перемещений по координатам второго канала; ПЗ-З и П3-4— память задания размерных перемещений в автоматических циклах. Память скоростей (ПС) предназначена для хранения информации, управления скоростями по адресам FSТ (значения скорости подачи и установочных перемещений, режим разгона торможения, условия позиционирования в конце движения, значение угловой скорости шпинделя и т.д.). Память инструмента (ПИ) хранит номера инструментов в шпинделе (рабочая позиция), в носителе магазина, заданного программой очередного инструмента, находящегося в ячейке магазина. Память команд (ПК) предназначена для хранения команд группы М, которая обслуживает вспомогательные действия в объекте управления. Память циклов (ПЦ) хранит содержимое автоматических циклов (процедур), в которые встраиваются фактические параметры цикла, считываемые из ПЗ-З, ПЗ-4 (сведения из УП).
Автоматические циклы упаковываются и формируются для исполнения в специальном блоке автоматических циклов (рис. 65, б). Блок автоматических циклов является программным автоматом, который формирует набор команд исполнения автоматического цикла. Содержание цикла, упакованное совместно с параметрами, выдается по тактам на объект управления с подтверждением исполнения для запуска очередного такта. Во многих металлорежущих станках, в том числе сверлильно-расточной группы, обработка включает в себя стандартные группы действий, которые различаются фактическими параметрами и набором команд нелогического техпроцесса. Таким образом, стандартные циклы представляют собой как бы стандартную подпрограмму с формальными параметрами. Для упрощения программирования и сокращения объема УП в программу можно встраивать стандартные циклы как составные части УП технологического процесса с заменой в данных циклах формальных параметров на фактические, действующие в данной УП.
Блок автоматических циклов (рис. 65, б) работает следующим образом. Заголовок цикла Gа по команде ввода записывается во входной трехразрядный регистр (ВРг). Содержимое номера цикла расшифровывается с помощью матричного дешифратора (Д1). Набор сформированных сигналов дешифратором подается на формирователь команд (ФК). Одновременно счетчик частей циклов (СЧЦ), фиксируя номер такта исполняемого цикла, формирует сигналы посредством дешифратора (Д2), которые совместно с сигналами Д1 формируют команды в такте с помощью формирователя команд. Сформированные команды подаются на шифратор команд (ШК), который, расшифровывая команды, подает их на схему коммутации (СK), которая в свою очередь посредством формирователя сигналов считывания (ФСС) считывает (опрашивает) с коммутатора определенную группу команд и выдает их на шины системы для отработки соответствующими рабочими органами (считанные сигналы со встроенными параметрами реализуют отработку части цикла). После исполнения данной части цикла на станке (сигнал подтверждения) на блок автоматических циклов выдается сигнал смены части цикла; счетчик частей циклов, записав новую часть цикла, организует новую группу команд (при заявке на прерывание часть цикла задерживается на исполнение до прихода команд прекращения прерывания).
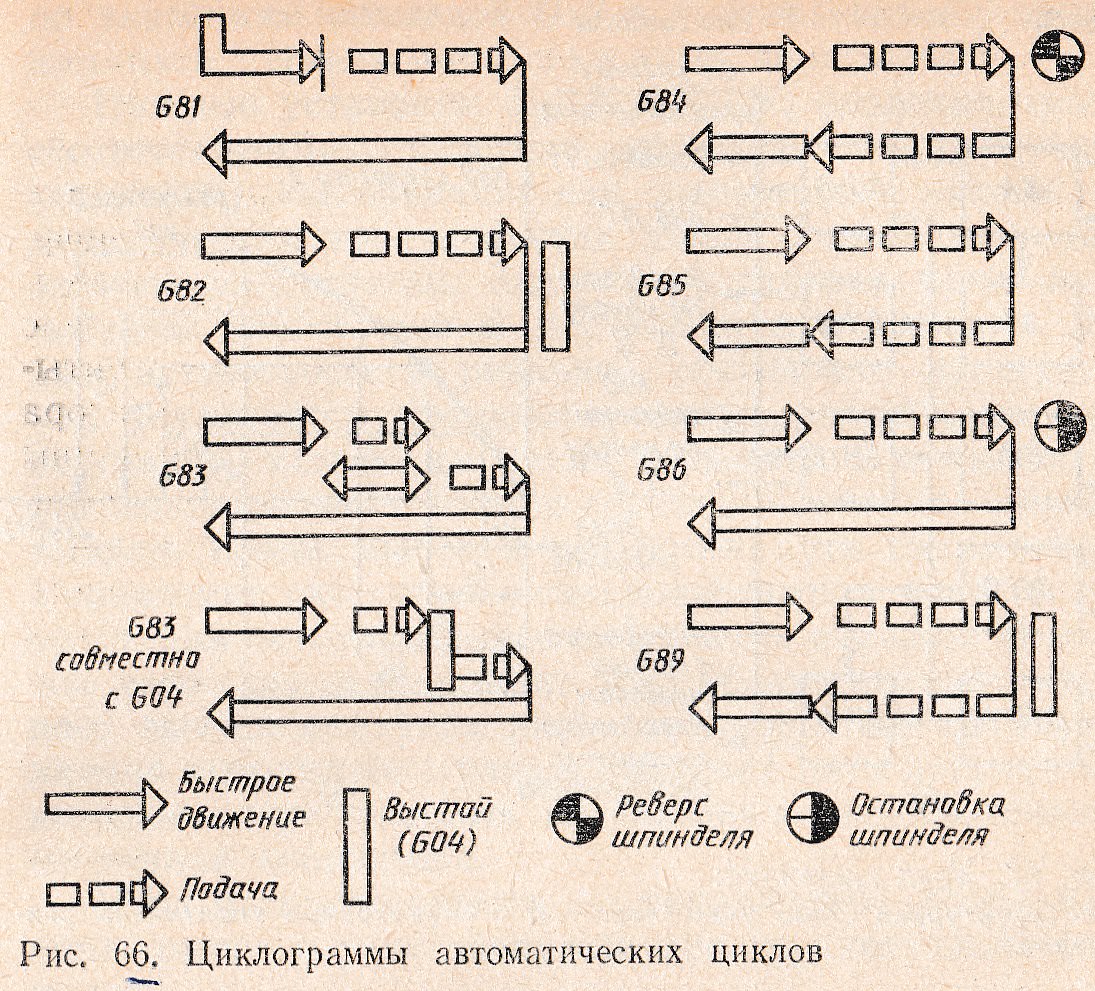
На рис. 66 дана циклограмма автоматических циклов, распространенная в различных видах обработки. Для удобства программирования и обращения к циклу, как к стандартной подпрограмме, все циклы имеют общий заголовок G80, который используется как команда обращения к стандартному циклу. Все стандартные циклы имеют стандартный набор тактов (действий), которые могут разрываться всевозможными прерываниями по запросам (запрос на прерывание с пульта оператора, прерывание по запросу УП, прерывание по запросу с объекта управления, прерывание по запрету и т. д.).
Стандартные циклы имеют следующее содержание:
- G81 — набор движений для сквозного сверления, растачивания, фрезерования (обработка свободных поверхностей с отсутствием ограничения на глубину прохода);
- G82 — набор движений для операций сверления, растачивания на заданную глубину с выдержкой времени в конце операции;
- G83 — набор движений для операции сверления глубоких отверстий с периодическим отводом инструмента для освобождения его от стружки;
- G83 совместно с G04 — набор движений для растачивания ступенчатых поверхностей, где в отдельных тактах производится переход на новую поверхность;
- G84 (цикл нарезания резьбы) — набор движений для нарезания резьбы метчиком с реверсом шпинделя (инструмента);
- G85 — содержит набор движений для растачивания без реверса инструмента;
- G86 — набор движений операции растачивания с остановкой вращения инструмента;
- G89 — набор движений растачивания глухих отверстий с остановкой подачи в конце обработки (высотой).
Узел скоростей позиционного УЧПУ (рис. 67, а) предназначен для формирования сигналов управления приводами подач (два канала управления), главным приводом, приводом магазина инструментов и приводами вспомогательных механизмов. В состав узла скоростей входит блок адреса (БА), который служит для формирования установок пути торможения по управляемым координатам, управления установочными перемещениями, запоминания кода адресов выбранных координат по двум каналам управления, запоминания кода команд G60—G69 (режим позиционирования), кода технологических команд группы М, для формирования сигналов общей готовности. В узел скоростей входит также блок торможения (БТ), который формирует ступень скоростей торможения F1 – F4, выбирает закон торможения согласно команде G60, формирует и выдает сигнал адреса координат, направления движения, вырабатывает сигнал готовности. Блок подачи (БП) формирует установку скоростей подач по двум каналам управления, выдает в привод код скоростей подачи. Блок скоростей главного привода (БСГП) предназначен для формирования кодового задания скорости главного привода, для управления электрическими и механическими ступенями. Блок управления скоростью магазина инструмента (БУСМИ) служит для управления скоростью перемещения магазина инструмента и скоростью позиционирования в рабочем положении. Блоки-усилители (БУ1—БУ4) предназначены для формирования сигналов управления приводами.
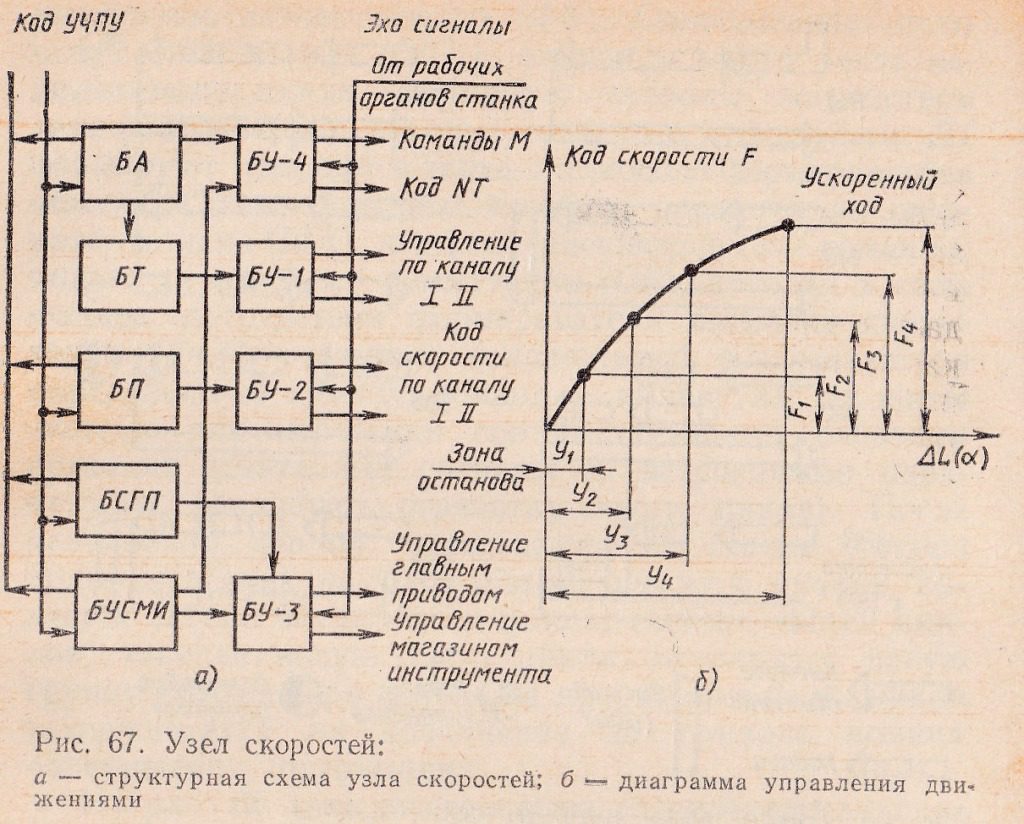
Управление скоростью позиционирования по управляемым координатам осуществляется согласно рассчитанному углу рассогласования в узле обслуживания, по указаниям командой G60 и выставленным установкам пути торможения (станочные константы).
Путевые установки У1, У2, У3, У4 (кодовые числа, соответствующие участкам торможения — станочные константы) выбираются как параметры, исходя из динамических характеристик узлов станка по управляемым координатам. Значения установок могут быть выбраны перестановкой перемычек при наладке. Это дает возможность в реальной обстановке проверить, как реализуется позиционирование рабочих органов на станке, каково их время торможения и имеют ли они автоколебания в точке позиционирования, а также выбрать новые значения установок пути торможения. Управление скоростью позиционирования по всем координатам осуществляется следующим образом. В каждом вычислительном цикле узел обслуживания выполняет вычисления угла рассогласования (α) по управляемой координате с учетом значений пяти аргументов, которые могут повлиять на значения рассогласования по данной координате.
Угол рассогласования по управляемой координате вычисляется в узле обслуживания по следующей формуле: ∆L(α) = ±Д + (±КРО) + (-П) + (±КИ) + (±3), где Д — действительное положение рабочего органа по управляемой координате (сведения измерительной системы); КРО — коррекция положения рабочего органа по данной координате; П — вторичное или третичное движение по управляемой координате благодаря параллельному движению относительно управляемой оси; КИ — коррекция положения инструмента по данной управляемой координате; 3 — заданное значение перемещения по управляемой координате (сведения из УП).
Вычисленное значение угла рассогласования ∆L(α) сравнивается со значением установок У1—У4 для организации управления движений при позицировании рабочих органов в заданных точках (выработка управляющего слова скоростью движения), анализируется. Если ∆L ≥ У4, то формируется сигнал ускоренного хода позицирования, так как рабочий орган находится далеко от точки позицирования. Если ∆L ≤ У4, то проверяется новое условие ∆L> У3 и при выполнении данных условий, проверенных в узле обслуживания, узел скоростей вырабатывает сигнал переключения скорости движения на ступень F3 (уменьшение скорости движения в зоне позицирования). Если ∆L ≤ У3, то узел обслуживания проверяет новое условие ∆L> У2. При выполнении данных условий узел скоростей вырабатывает сигнал перехода на вторую ступень скорости F2. Если ∆L ≤ У2, то проверяется условие ∆L> У1. При выполнении этих условий узел скоростей вырабатывает сигнал на переключение скорости ступени F1. Если при проверке условий выполняется условие ∆L ≤ У1, то включается торможение, так как рабочий орган по управляемой координате находится близко от точки позицирования. Диаграмма управления движением дана на рис. 67, б.
В УЧПУ с развитой оперативной памятью установки пути торможения и другие станочные константы хранятся в ОЗУ в области параметров техпроцесса.