На рис. 1 показан продольный упор. Он закрепляется болтами на передней направляющей станины; место закрепления упора зависит от длины обтачиваемого участка детали.
При наличии на станке продольного упора можно обрабатывать цилиндрические поверхности с уступами без предварительной разметки; при этом, например, ступенчатые валики обтачиваются за одну установку значительно быстрее, чем без упора. Достигается это укладкой между упором и суппортом ограничителя длины (мерной плитки), соответствующего по длине ступени валика.

Рис. 1. — Продольный упор
Пример обтачивания ступенчатого валика при помощи упоа1и мерных плиток 2 и 3 показан на рис. 2. Ступень а1 обтачивается до тех пор, пока суппорт не упрется в мерную плитку 3. Сняв эту плитку, можно обтачивать следующую ступень валика длиной а2 до момента, когда суппорт упрется в плитку 2, и, наконец, сняв плитку 2, протачивают ступень а3. Как только суппорт дойдет до упора, выключают продольную подачу.
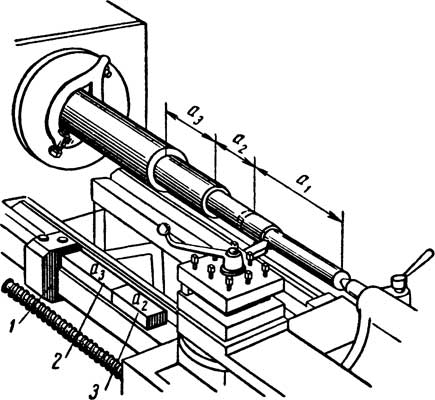
Рис. 2. Обтачивание цилиндрических поверхностей с уступами при помощи продольного упора и ограничителей длины
Применять жесткие упоры можно только на станках с автоматическим выключением подачи при перегрузке. Если станок такого устройства не имеет, то обтачивать по упору можно лишь при условии заблаговременного выключения механической подачи и доведения суппорта до упора вручную, иначе поломка станка неизбежна.