Угол наклона главной режущей кромки λ оказывает влияние на целый ряд факторов процесса резания. Особое значение он имеет для формы стружки, направления ее сбега и упрочнения резца. Угол λ изменяет первоначальное положение места контакта резца и заготовки. При λ > 0 место контакта удаляется от вершины, что способствует упрочнению резца. Поэтому при обработке с ударной нагрузкой (прерывистое резание) или при наличии неравномерного припуска рекомендуется применять резцы с положительным углом наклона кромки (в пределах 12-15°).
С этой точки зрения угол λ приобретает большое значение для резцов с пластинками твердого сплава, особо нуждающихся в упрочнении главной кромки. Для строгальных резцов в силу специфичности их работы необходимо также применять положительные углы λ в пределах не менее 10-15°. При обработке закаленной стали угол λ повышается до 25-35°. При малых значениях угла к влияние его на работу резца сказывается незначительно. Поэтому для токарных резцов (проходных, подрезных и др.) универсального применения главную режущую кромку следует располагать параллельно опорной плоскости, т. е. при λ — 0. В практике встречаются рекомендации затачивать токарные резцы с углом λ = 4-5°. Такое усложнение головки резца не оправдывается.
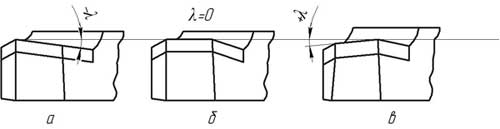
Рис 1 — Угол наклона главной режущей кромки λ: а — отрицательный угол, б — равен нулю, в — положительный
Необходимо отметить, что с увеличением угла λ качество обрабатываемой поверхности ухудшается.
С увеличением угла λ, начиная примерно с 6°, вертикальная Рz и радиальная Ру составляющие силы резания резко увеличиваются, а осевая Рх составляющая уменьшается.