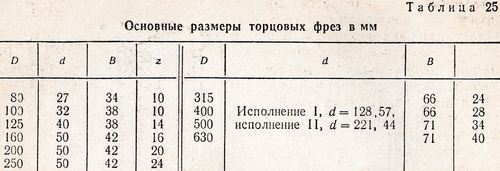
Большинство работ по фрезерованию поверхностей выполняется торцовыми фрезами. Фреза предназначена для обработки поверхностей, а также пазов, и имеет, кроме торцовых кромок, длинные режущие кромки, расположенные на цилиндрической части. Фрезы с мелким зубом (тип I) дают чистую поверхность и служат для чистовых и получистовых работ. Число зубьев z фрез с мелкими зубьями принято по формуле z = 2√D. Диаметр фрезы D, диаметр отверстия d и ширина фрезы определены стандартом.

Геометрические параметры рекомендуются следующие: передний угол γ = 12°, задний угол α = 14°; у торцовых фрез с мелким зубом ω = 25÷30°, у фрез с крупным зубом ω = 35÷40°.
Для грубых обдирочных работ могут быть применены торцовые фрезы с крупным зубом. Число зубьев фрезы рекомендуется принимать по формуле z = 1,2√D. Изготовлять подобные фрезы большого диаметра целиком из быстрорежущей стали нецелесообразно из-за большого расхода материала; их следует изготовлять сборными.
Конструкция сборной фрезы с клиновидными рифлеными ножами из быстрорежущей стали показана на рис. 260. Фрезы этой конструкции получили наибольшее распространение; их диаметр 80—250 мм. Корпус фрезы из конструкционной стали снабжен клиновидными пазами с углом 5°. На задней стенке нанесены рифления, направленные вдоль паза. Нож забивается в клиновидный паз и удерживается в корпусе возникающими силами трения. После переточки диаметр фрезы можно восстановить перестановкой ножей на следующее рифление.
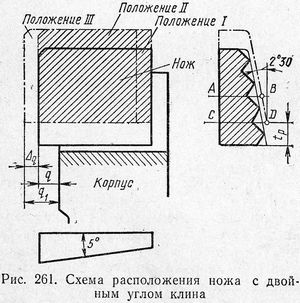
В фрезе, изображенной на рис. 261, клиновидный нож и паз в корпусе имеют два угла: продольный угол 5° и угол 2°30′, т. е. паз в корпусе расширяется по направлению ко дну. Угол 2°30′ позволяет дополнительно выдвинуть нож из корпуса при перестановке ножей на следующее рифление. Если нож, имеющий один угол 5°, переставить на одно рифление, то он займет положение II (рис. 261, заштриховано); вылет его из корпуса не изменится. Если нож и паз имеют двойной угол (угол 5° и угол 2° 30′), то при перестановке на одно рифление нож в корпусе займет положение III, и вылет его из корпуса увеличится.
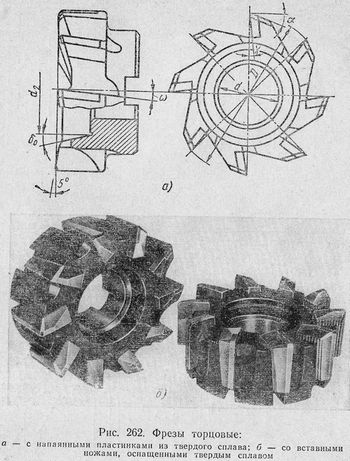
На рис. 262, б показана сборная фреза с клиновидными рифлеными ножами, аналогичная фрезе со вставными ножами из быстрорежущей стали. Такие фрезы применяются преимущественно обработки заготовок из чугуна и поэтому они оснащены твердым сплавом ВК8. Геометрические элементы режущей части фрезы: передний угол γ = 8°; угол ω = 0°; угол в плане главной режущей кромки ϕ = 90°; угол в плане переходной кромки ϕ0 = 45°; угол в плане вспомогательной кромки ϕ1 = 5°. Ножи и пазы имеют двойной угол клина 5° и 2° 30′. Число зубьев 2 фрез приведено в табл. 25.
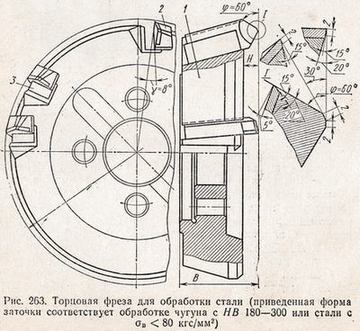
Торцовая сборная фреза, предназначенная для скоростного фрезерования стали, показана на рис. 263. Фрезы изготовляются диаметром 100—630 мм с z = 8÷30. Ножи 2 имеют трапециевидное поперечное сечение. Они крепятся в клиновидном пазу корпуса 1 гладкими клиньями 3 с углом 5°. Трапециевидная форма придана ножам для того, чтобы возникающие при работе фрезы радиальные силы не вырывали нож из паза корпуса фрезы. Как ножи, так и пазы в корпусе имеют гладкие стенки, без рифлений.
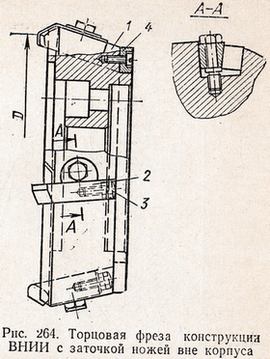
При конструировании сборных фрез необходимо обеспечить хорошую и быструю установку ножей в корпусе, с тем чтобы при заточке ножей снимался по возможности меньший слой твердого сплава. В отдельных конструкциях обеспечивается заточка ножей перед сборкой их в корпусе. Такую заточку допускают, например, торцовые фрезы конструкции ВНИИ (рис. 264). В корпусе 1 нож 2 устанавливают относительно точно выполненных двух стенок паза, а с помощью торцового винта 3 и установочного кольца 4 фиксируют его вылет.
Имеются конструкции фрез с механическим креплением пластин из твердого сплава. У торцовых фрез конструкции ВНИИ (рис. 265) твердосплавная многогранная или круглая сменная пластинка 4 надевается на штифт 7 державки ножа 3. Пластинки закрепляются болтами 5, которые при завертывании перемещают в осевом направлении державки ножи. Последние через штифты прижимают пластинки к базовому кольцевому желобу корпуса 1. 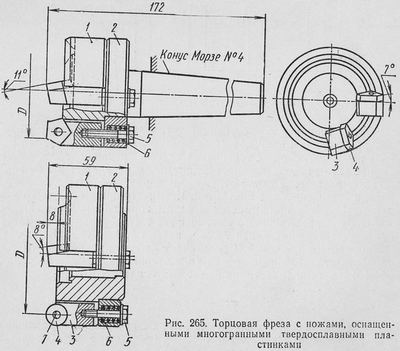
Для удобства сборки предусмотрена пружина 6, которая, упираясь в кольцо 2, предварительно поджимает пластинки к базовому кольцевому желобу корпуса. Фрезы с круглыми пластинками применяют при t <3÷4 мм; с шестигранными — при t = 3÷6 мм; с пятигранными — при t = 5÷8 мм; с четырехгранными — при t <13 мм; с ромбическими — при t ≤10 мм.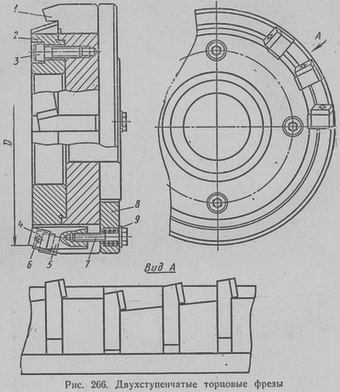
Фрезы торцовые двухступенчатые (рис. 266) предназначены для снятия больших припусков (t до 20—22 мм) и фрезерования широких поверхностей. Ступенчатая схема резания обеспечивает уменьшение расхода мощности, динамических ударов и вибраций, а также улучшение схода стружки. В корпус 1 фрезы вставляется кольцо 2, фиксируемое винтами 3. Четырехгранная пластинка 4 из твердого сплава прижимается к базам корпуса с помощью державки 5 и запрессованного в нее штифта 6. Пластинка прижимается путем завертывания винта 7 через кольцо 8. Для удобства сборки применяются пружины 9. Ступенчатые фрезы предназначены для обработки заготовок из стали (пластинки из твердого сплава Т5КГ0) и чугуна (пластинки из твердого сплава ВК8).