Принцип работы копировальных полуавтоматов (рис. 10.4). В отличие от многорезцовых токарных полуавтоматов в токарных копировальных полуавтоматах основной профиль заготовки 16, зажатой пинолью 9 гидроцилиндра 10, получают при обработке одним резцом 5 методом копирования. Резец устанавливают на верхней части копировального суппорта, привод которого в продольном и поперечном направлениях осуществляется гидравлической следящей системой, управляемой по специальному копиру 8 или по эталонной детали. В результате этого при продольном и поперечном перемещении гидросистемой копировального суппорта резей 5 точно воспроизводит на обрабатываемой заготовке форму и размеры копира. Размеры же рабочего профиля копира точно соответствуют размерам изготовляемой детали.
По поверхности копира 8 скользит наконечник щупа 7, закрепленного на рычаге, который перемещает запорно-регулирующий элемент копировальной головки 6. Профиль наконечника щупа точно соответствует профилю резца копировального суппорта. Запорно-регулирующий элемент, управляющий подачей масла в гидроцилиндр 4 поперечной (или следящей) подачи суппорта, свободно перемещается внутри копировальной головки 6 и в процессе обработки постоянно поджимается пружиной вместе со щупом к поверхности копира. Копировальная головка, в свою очередь, жестко связана с верхней частью 3 копировального суппорта и гидроцилиндра 4.
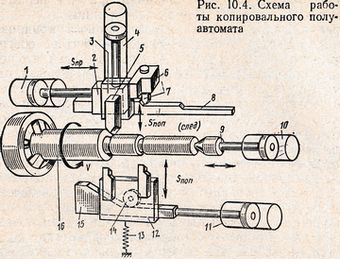
На горизонтальном участке копира щуп с запорно-регулирующим элементом и копировальная головка находятся в нулевом положении. Давление масла в верхней и нижней полостях гидроцилиндра 4 одинаковое и поэтому поперечная подача суппорта отсутствует. Суппорт в этот момент получает только продольное перемещение с подачей от гидроцилиндра 1, поршень и шток которого жестко связаны с продольной кареткой 2 суппорта.
Как только наконечник щупа 7 подходит к выступу на поверхности копира, он поднимается вверх вместе с запорно-регулирующим элементом относительно копировальной головки 6. В результате возникает рассогласование в их взаимном положении. Указанный элемент открывает доступ масла в верхнюю полость гидроцилиндра 4, поршень со штоком, которого жестко связан с продольной кареткой 2, а гидроцилиндр — с верхней частью суппорта 3. В результате верхняя часть суппорта с резцом 5 начнет подниматься вверх. Вместе с ней поднимается вверх и копировальная головка 6. Их подъем будет происходить до тех пор, пока щуп с запорно-регулирующим элементом и копировальная головка не займут опять нулевое положение. При опускании щупа с запорно-регулирующим элементом вниз по профилю копира масло подается в нижнюю полость гидроцилиндра 4, и верхняя часть суппорта вместе с резцом перемещается вниз.
Гидравлическая следящая система привода копировального суппорта с помощью автоматического регулятора обеспечивает взаимную связь его продольной и поперечной подач, что позволяет налаживать на полуавтомате такое соотношение подач, при котором результирующая подача суппорта получается примерно постоянной независимо от углов наклона профиля копира.
Переходы по прорезке канавок, снятию фасок и другие выполняет инструмент поперечного суппорта 12 (на полуавтомате может быть один или два суппорта).
Перемещение поперечного суппорта осуществляется от ползуна 15 с наклонной поверхностью, по которой перекатывается ролик 14, жестко связанный с суппортом 12. При перемещении ползуна, соединенного со штоком и поршнем гидроцилиндра 11, вправо ролик 14, перекатываясь по его наклонной поверхности, перемещает суппорт вверх. Перемещение происходит до тех пор, пока ролик не выйдет на верхнюю горизонтальную плоскость ползуна. При перемещении ползуна влево суппорт под действием пружины 13 отходит вниз в исходное положение.
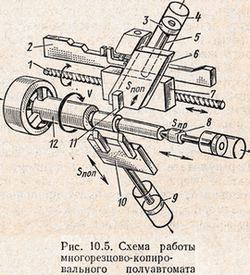
Многорезцово-копировальные полуавтоматы (рис. 10.5) как бы суммируют в себе основные преимущества и технологические возможности многорезцовых и копировальных полуавтоматов. По принципу работы они во многом похожи на копировальные полуавтоматы. Основной профиль заготовки 12, устанавливаемой в центрах шпиндельной и задней бабок, обрабатывают режущим инструментом 11, установленным на копировальном суппорте. При этом обрабатывать можно, как на копировальных полуавтоматах, одним резцом или, как на многорезцовых полуавтоматах, блоком резцов до шести — восьми штук, или резцами с двух накладных копировальных суппортов с независимым управлением каждым суппортом по отдельному копиру.
Операции по проточке канавок, подрезке торцов и другие выполняют резцами, установленными на поперечном суппорте 10. В отличие от копировальных полуавтоматов поперечный суппорт многорезцово-копировальных полуавтоматов выполнен в виде отдельного узла с самостоятельным приводом. Это позволяет при использовании двух поперечных суппортов обеспечить их независимую работу.
Продольная (задающая) подача каретки 7 копировального суппорта в этих полуавтоматах механическая и производится с помощью передачи ходовой винт—гайка. Гайка этой передачи жестко закреплена на каретке 7. При вращении ходового винта 1 в одну или другую сторону копировальный суппорт перемещается влево или вправо.

Поперечное перемещение верхней части 6 копировального суппорта осуществляет однокоординатная гидравлическая следящая система, управляемая от копира 2. Верхняя часть суппорта, как и в копировальных полуавтоматах, жестко соединена с гидроцилиндром 4, а неподвижный поршень 3 штоком 5 жестко соединен с продольной кареткой суппорта. Перемещение поперечного суппорта 10 и пиноли задней бабки 8 осуществляется также гидроприводом, но поперечный суппорт связан непосредственно с поршнем 9 гидроцилиндра.
Токарный многорезцово-копировальный полуавтомат 1713 (рис. 10.6) применяют для черновой и чистовой токарной обработки в центрах деталей типа валов с прямолинейными и криволинейными образующими.
Техническая характеристика станка
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 250
|
| Расстояние между центрами, мм | 710 |
| Частота вращения шпинделя, мин–1 | 125—1250 |
| Мощность электродвигателя привода главного движения, кВт | 22 |
Главное движение (вращение шпинделя) осуществляется от электродвигателя М через клиноременную передачу 205/310, коробку скоростей со сменными зубчатыми колесами α и b и с электромагнитными муфтами ЭМ1, ЭМ2, ЭМЗ, ЭМ4. С выходного вала IV вращение через клиноременную передачу 245/245 передается на вал V, на котором установлен переключаемый блок зубчатых колес z = 28 и z = 45. Установка этого блока в положение 28/70 или в положение 45/53 позволяет дополнительно изменять частоту вращения шпинделя. Одновременное включение муфт ЭМ3 и ЭМ1 обеспечивает торможение шпинделя.
Движение рабочих подач копировального суппорта осуществляется от вала V шпиндельной бабки через клиноременную передачу со сменными шкивами D5 = 94 или 140 и D6 = 175 или 130. Вращение передается на входной вал VII коробки подач и далее через ее зубчатые передачи с электромагнитными муфтами ЭМ5, ЭМ6, ЭМ7, ЭМ8, ЭМ9 на ходовой винт рх. в = 8 мм продольного перемещения копировального суппорта.
На выходном валу XIV коробки подач установлена муфта 1, которая при внезапной остановке копировального суппорта отключается, предохраняя механизмы коробки подач от поломки. На левом конце вала XII сделан шестигранник для продольного перемещения копировального суппорта вручную при наладке полуавтомата.
Движение ускоренных подач копировального суппорта осуществляется от самостоятельного электродвигателя М, который включается одновременно с включением полуавтомата и передает вращение на ходовой винт копировального суппорта только при включении электромагнитной муфты ЭМ10. При передаче вращения по цепи z = 34, z = 41, z = 21 и z = 54 (включены муфты ЭМ10 и ЭМ9) суппорт получает ускоренный подвод к шпинделю полуавтомата. По цепи z = 34, z = 41, z = 41, z = 21 и z = 54 (включены муфты ЭМ10 и ЭМ8) суппорт получает ускоренный отвод в исходное положение.