Наибольший удельный вес при обработке наружных поверхностей вращения имеет обработка на станках токарно-револьверной группы, которые составляют 25…50% от общего станочного парка машиностроительного завода.
Самым распространенным видом обработки наружных поверхностей тел вращения на токарных станках является обтачивание при продольном перемещении суппорта с режущим инструментом (рис. 107, α).
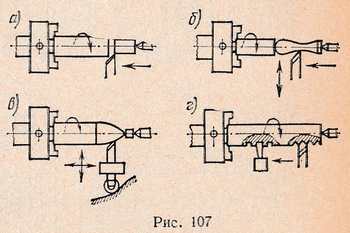
Фасонное обтачивание, т. е. обработку поверхностей сложной конфигурации (сферических, ступенчатых, конических и др.), осуществляют при одновременном перемещении режущего инструмента в продольном и поперечном направлениях (рис. 107, б), а также при обработке фасонными резцами. Фасонное обтачивание по копиру, контур которого соответствует контуру обрабатываемой заготовки (рис. 107, в), значительно упрощает обработку заготовок.
Нарезание резьбы (рис. 107, г) также является весьма распространенной операцией. На современных токарных станках можно нарезать метрические, дюймовые и другие резьбы, а также многозаходные резьбы разных профилей.
Токарная обработка состоит из черновых (обдирочных) и чистовых операций. В ряде случаев применяют также получистовую и отделочную (тонкую) обработку. При черновых операциях, связанных со снятием большей части припуска, получается грубая поверхность с шероховатостью Rz = 40 мкм. Получистовое точение позволяет улучшить шероховатость обрабатываемой поверхности до Rα = 6,3 мкм, при этом достигается более высокая точность обработки. При чистовых операциях заготовке придают окончательную форму в пределах точности по 8… 11-му квалитетам и шероховатости поверхности Rα= 1,6…6,3 мкм. Тонкое точение может заменить шлифование, являясь, таким образом, отделочной операцией. Оно позволяет получить шероховатость обработанной поверхности Rα = 0,4 мкм.
Простейшей формой фасонного обтачивания является обработка конической поверхности. Узкие конические поверхности, например, фаски, обрабатывают установкой прямолинейной режущей кромки резца на заданный угол. Конус можно обработать также при повороте верхних салазок суппорта на угол, равный половине угла при вершине конуса. При небольшой конусности деталь можно обработать поперечным смещением задней бабки. Однако этот метод не дает высокой точности, так как при смещении задней бабки вместе с ней смещается и заготовка, в результате чего ее длина проецируется на плоскость, проходящую через линию центров станка, с искажением.
В крупносерийном и массовом производстве широко применяют различные токарные полуавтоматы и автоматы. Основными технологическими схемами обработки на этих станках являются:
- параллельная — при обработке каждого изделия в каждой позиции участвует несколько инструментов, работающих одновременно, начало и окончание работы отдельных инструментов могут не совпадать, но необходимо, чтобы в течение некоторого времени все инструменты работали одновременно;
- последовательная — в обработке каждого изделия участвует несколько инструментов, вступающих в действие один за другим, начало работы следующего инструмента наступает только после окончания работы предыдущего;
- параллельно-последовательная — в обработке каждого изделия участвует несколько групп инструментов, в группах инструменты работают параллельно, а сами группы инструментов — последовательно;
- ротационная — в обработке каждого изделия участвует один или группа инструментов при одновременном ротационном движении заготовок и инструментов, каждая деталь обрабатывается инструментами, которые не участвуют в обработке других деталей;
- непрерывная — в обработке каждого изделия участвует один или несколько инструментов при непрерывающейся подаче заготовок.
Ротационная и непрерывная технологическая схемы обработки существенно различаются между собой: при ротационных схемах имеет место отвод и подвод инструментов (возвратно-поступательное движение), в станках же непрерывного действия движение транспортирования совпадает с движением подачи. При благоприятных условиях в станках непрерывного действия контакт инструмента с обрабатываемой деталью поддерживается все время, что невозможно в станках ротационного типа.
На основе этих признаков токарные полуавтоматы и автоматы подразделяют на следующие виды: автоматы фасонно-отрезные и фатой но-продольного точения, токарно-револьверные автоматы, токарные одношпиндельные автоматы, токарные многошпиндельные автоматы и полуавтоматы, копировальные автоматизированные станки.
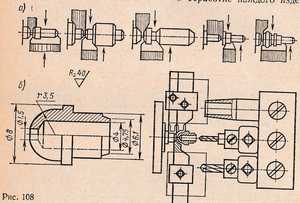
Фасонно-отрезные автоматы предназначены для обтачивания коротких фасонных заготовок, нарезания наружной резьбы, а также для сверления центральных отверстий. Обтачивание фасонных поверхностей и отрезку заготовки от прутка производят с помощью 2…5 резцов, закрепленных на поперечных суппортах. С продольного суппорта сверлят отверстия и нарезают резьбу. На рис. 108, α показаны типовые детали, обрабатываемые на фасонно-отрезных автоматах, а на рис. 108, б — технологическая схема обработки детали па станке, оснащенном дополнительным приспособлением для центровки, сверления и развертывания.
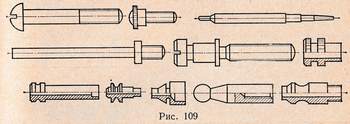
Фасонно-токарные автоматы для продольного точения отличаются от описанных выше автоматов тем, что на них обтачивают заготовку поперечно перемещающимися резцами при продольной рабочей подаче обрабатываемого прутка. Продольная подача осуществляется перемещением шпиндельной бабки. На рис. 109 показаны типовые детали, обрабатываемые на автоматах фасонно-продольного точения.
Токарно-револьверные автоматы снабжены шестипозиционной револьверной головкой с горизонтальной осью вращения, перпендикулярной оси вращения шпинделя, и тремя поперечными суппортами — передним, задним и верхним.
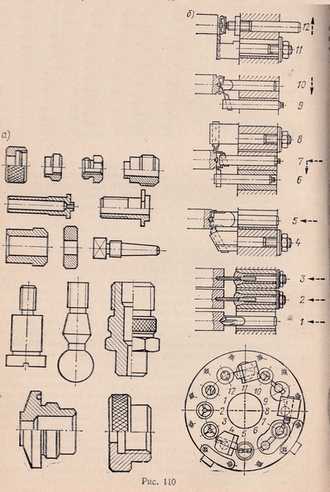
На рис. 110, α приведены типовые детали, обрабатываемые на токарно-револьверных автоматах, а на рис. 110,6 — технологическая схема наладки станка для обработки детали (колпачков) из пруткового материала. Инструментами, установленными в первых трех гнездах, производится рассверливание заготовки, после чего инструментами, установленными в 4-м и 5-м гнездах, производится обтачивание поверху и растачивание отверстия заготовки, а в 6, 7 и 8-м гнездах — то же, с надрезкой заготовки. Затем инструментами, установленными в 9-м и 10-м гнездах, производится подрезка в размер с окончательным оформлением отверстия, а резцом в 11-м гнезде — отрезка с поддержкой от упора, размещенного в 12-м гнезде. Движением револьверной головки и поперечных суппортов на револьверных автоматах управляет распределительный вал с постоянными и сменными кулачками.
На револьверных автоматах можно производить обтачивание с продольной и поперечной подачами, нарезание резьбы, а также сверление отверстий и других операций.
Токарные одношпиндельные полуавтоматы подразделяются на патронные и центровые. Между ними нет резких конструктивных различий: центровые станки без особых изменений могут быть превращены в патронные, и наоборот. Во всех вариантах одношпиндельные полуавтоматы имеют по два или по три суппорта, но при обработке длинных деталей количество суппортов может быть увеличено. Суппорты имеют поперечное, продольное и сложное прямолинейное или криволинейное перемещения.
На патронных полуавтоматах иногда обрабатывают внутренние конусы и выточки, которые получают при одновременном или последовательно продольном и поперечном перемещениях режущего инструмента. На таких станках обрабатывают детали диаметром от 75 до 1000 мм.
В крупносерийном и массовом производстве наиболее распространены одношпиндельные многорезцовые центровые полуавтоматы. Из рис. 111 показан такой полуавтомат модели 1Е713. Станина 1 станка — жесткая отливка, в верхней части которой под углом 35° к вертикали расположены направляющие верхнего суппорта 4, а в нижней — направляющие, по которым перемещается нижний суппорт 8. На верхних направляющих размещается также задняя бабка 5. Передняя бабка 2 крепится на вертикальной плоскости станины. В левой части танины расположены гидроцилиндры привода верхнего и нижнего суппортов. Для зажима обрабатываемой заготовки 3 в шпинделе установлено пневматическое устройство с управлением механизма подачи. Задняя бабка имеет пиноль 6, перемещающуюся с помощью гидроцилиндра, управляемого педалью 7. Нижний суппорт 8 получает продольное перемещение от гидропривода, расположенного под передней бабкой, поперечное перемещение верхней части суппорта 8 (врезание) осуществляется с помощью конуса, закрепленного на специальной каретке, установленной на нижних направляющих станины. Резцы отводятся от обрабатываемой заготовки линейками «отскока», расположенными под копиром. Верхний суппорт 4 аналогичен нижнему, но имеет только одно поперечное рабочее перемещение с помощью копира, в продольном направлении производится лишь установочное перемещение с помощью винта.

На рис. 112, α приведена технологическая схема обработки заготовки на центровом полуавтомате. В державке продольного (нижнего) суппорта 1 установлены два проходных резца 2 и 6; резец 2, обтачивающий коническую поверхность А заготовки, работает по копиру 7. На поперечном (верхнем) суппорте 4, имеющем радиальную подачу, установлены фасонные резцы 3 и 5.
На рис. 112, б приведена технологическая схема обработки наружного кольца конического роликоподшипника на одношпиндельном автомате в патроне.
Токарные много шпиндельные автоматы и полуавтоматы подразделяют на горизонтальные с вращающейся или неподвижной заготовкой и вертикальные непрерывного или последовательного действия.
Горизонтальные многошпиндельные полуавтоматы с вращающейся заготовкой широко распространены в промышленности, полуавтоматы с неподвижной заготовкой и вращающимися инструментами встречаются реже.
Вертикальные многошпиндельные полуавтоматы непрерывного действия (ротационные) предназначены для обработки заготовок, установленных в центрах или закрепленных в патронах. На каждой позиции, кроме установочной, производят одну и ту же операцию. Таким образом, станок представляет собой как бы несколько одношпиндельных вертикальных многорезцовых полуавтоматов, шпиндели которых размещены на вращающейся карусели. Загрузка шпинделей суппортов происходит при непрерывно вращающемся столе, при этом все суппорты, кроме находящегося в загрузочной позиции суппорта, непрерывно продолжают работу.
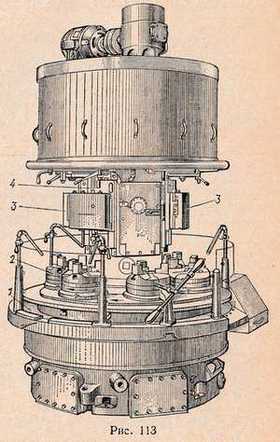
Многошпиндельные вертикальные полуавтоматы последовательного действия, изготовляемые с шестью, восемью и более шпинделями, в основном предназначены для патронных работ. На рис. 113 показан общий вид шестишпиндельного вертикального токарного полуавтомата последовательного действия. В карусели 1, периодически поворачивающейся на 60°, размещены вертикальные шпиндели с патронами 2 для закрепления заготовок. Патроны вращаются с необходимой частотой вращения независимо от вращения карусели. В центре стола помещена шестигранная колонна 4, на которой расположены пять суппортов 3. Они могут перемещаться в вертикальном и горизонтальном направлениях. На пяти позициях в последовательности выполнения технологических переходов одновременно обрабатывают пять заготовок, каждая из которых, перемещаясь из одной позиции в другую, проходит полный цикл обработки.
По окончании цикла обработки заготовка подходит к шестой позиции, т. е. к загрузочно-разгрузочной зоне, где вращение шпинделя прекращается, что дает возможность снять обработанную заготовку и установить в патрон новую.
На многошпиндельных полуавтоматах одновременно можно обрабатывать две различные заготовки или одинаковые заготовки с двух сторон. В этом случае две позиции являются загрузочно-разгрузочными, а шпиндели переключаются через позицию (двойная индексация карусели).
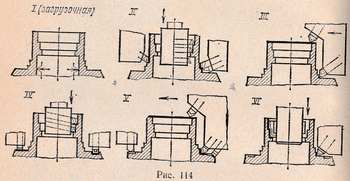
На рис. 114 приведена технологическая схема обработки заготовки на вертикальном многошпиндельном шестипозиционном полуавтомате. На I позиции снимают готовую деталь и устанавливают новую заготовку. На последующих позициях (II…VI) обрабатывают наружные и внутренние поверхности (выделены жирной линией).
На горизонтальных многошпиндельных токарных автоматах обрабатывают главным образом детали из прутков. При оснащении автоматов специальными загрузочными устройствами на них можно изготовлять детали из штучных заготовок.
Многошпиндельные автоматы чаще всего имеют четыре или шесть шпинделей, значительно реже — пять и восемь.
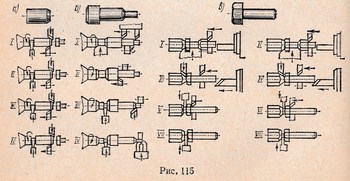
На рис. 115 приведены примеры обработки заготовок из прутка ил многошпиндельном автомате. На рис. 115, а показана обработка заготовки на четырехшпиндельном автомате по параллельному методу: на каждом автомате все переходы операции повторяются и в конце, цикла автомат изготовит одновременно четыре заготовки. На рис. 115,6 показана обработка заготовки на четырехшпиндельном автомате по последовательному методу: на каждом шпинделе выполняются отдельные переходы и за весь цикл автомат обрабатывает одну заготовку. Обработка заготовки на восьмишпиндельном автомате по параллельно-последовательному методу показана на рис. 115, в, на каждом шпинделе обеих параллельных групп выполняется отдельный переход и в конце цикла автомат производит две заготовки одновременно.
При обработке на многошпиндельных автоматах стремятся к максимальному совмещению переходов и примерно одинаковой длительности обработки на всех позициях. Это достигается расчленением наиболее длительных переходов на ряд позиций с выбором соответствующей подачи, применением многоинструментных наладок, комбинированных инструментов и т. п.
Очень хорошая статья про токарную обработку! Спасибо автору за пояснение основных технологических схем обработки и спектра применяемого оборудования!