Термическую обработку поковок осуществляют после обрезки облоя и пробивки отверстий для устранения возникших при штамповке неоднородности структуры металла и остаточных напряжений, а также для улучшения обрабатываемости резанием. В данном случае применяют те же виды термической обработки, что и для поковок, полученных ковкой.
Очистка
Очистка поковок от окалины производится в галтовочных барабанах, дробеструйных или дробеметных установках, травлением в растворах кислот и другими способами.
Правку поковок выполняют, если они искривляются при извлечении из ручья по окончании штамповки, при обрезке облоя, прошивке, а иногда и при транспортировании. Если поковка деформирована настолько, что ее размеры выходят за пределы допуска, то правка является обязательной. Эту операцию чаще всего осуществляют в холодном состоянии, но иногда выполняют и в горячем (сразу после обрезки облоя и пробивки отверстий, пока поковка не охладилась).
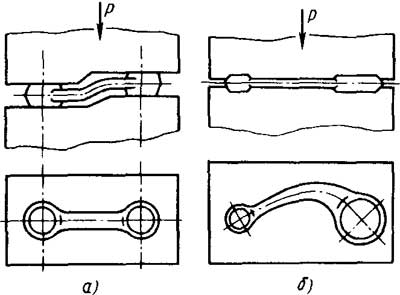
Рис 1 Плоскостная (а) и объемная (б) калибровка
Правку можно производить либо в окончательном штамповочном ручье, либо на отдельном оборудовании в специальном правочном штампе, имеющем один ручей, аналогичный окончательному штамповочному, но без облойной канавки и упрощенной формы.
Калибровка
Калибровку осуществляют для повышения точности размеров и уменьшения шероховатости поверхности поковок.
Ее выполняют после термической обработки поковок и очистки их от окалины, как правило, в холодном состоянии в специальных штампах. Применяют плоскостную и объемную калибровку.
Плоскостную калибровку (рис. 1, а) осуществляют плоскими плитами или в специальном штампе, если поковка имеет многоступенчатую форму. При этом виде калибровки отдельные части поковки обжимаются по высоте с небольшой степенью пластической деформации и обеспечивается допуск по толщине от ± 0,25 до ± 0,025 мм. Плоскостную калибровку можно применять вместо фрезерования и строгания.
Объемную калибровку (рис. 1, б) выполняют с целью повышения точности всех или большинства размеров поковки. Для объемной калибровки применяют штампы с ручьями, форма которых соответствует форме готовых поковок с учетом усадки металла при охлаждении. Размеры калибровочного ручья должны быть скорректированы с учетом уменьшения высоты и увеличения ширины поковки при осадке в процессе калибровки. При объемной калибровке может образоваться небольшой облой, для размещения которого в штампе предназначена облойная канавка.