Сборка приспособлений — очень сложный технологический процесс. Он объединяет многообразные операции и переходы слесарной и механической обработки, сочетаемые со сложными и точными измерениями, и охватывает, как элементы общемашиностроительной сборки, так и элементы, встречающиеся при сборке приспособлений.
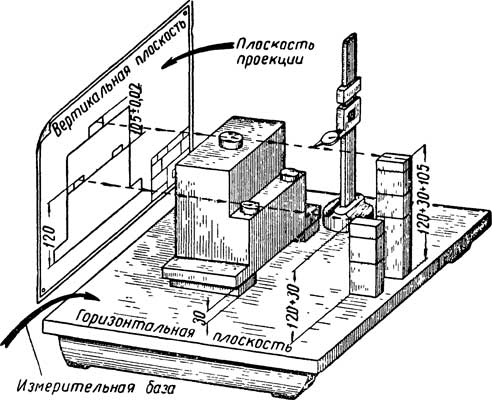
Рис. 1. Сборка и проверка элементов приспособления по чертежу
В чем же состоит главная задача сборки?
Главная задача сборки приспособлений состоит в последовательном соединении и точной установке по отношению к базовой детали других механически обработанных деталей сначала в группы, затем в узлы и, наконец, в готовое изделие. Наряду с этим при сборке устраняются недоделки в форме и неточности в размерах, которые были допущены при механической обработке собираемых деталей.
Цервая технологическая особенность процесса сборки состоит в том, что для ее осуществления приходится точно согласовывать взаимное расположение рабочих элементов приспособлений относительно трех взаимно-перпендикулярных плоскостей. Такая особенность заставляет производить установку, сборку и доводку деталей, узлов и поверхностей приспособлений не раздельно, а в комплексе, сочетая их с проверкой положения элементов приспособлений от этих трех плоскостей.
При сборке приспособлений практически используется только одна плоскость — горизонтальная, плоскость контрольной плиты (фиг. 1). Она служит измерительной и установочной базой, от которой ведется весь процесс оборки и измерения. Перемещая индикатор параллельно плоскости контрольной плиты, представляется возможность как бы совершить процесс, обратный проектированию и перенести на деталь размеры, заданные в плоскости проекции, показанной на фигуре.
Очевидно, что когда потребуется перенести на деталь размеры, с другой проекции (не показанной на фигуре), необходимо повернуть деталь или, как говорят инструментальщики, перекантовать ее на угол 90°. После этого можно вновь вести установку деталей или узлов и проверку их положения от горизонтальной плоскости плиты согласно размерам, указанным на другой проекции. Если перекантовка произведена точно, слесарь получит соответствующие размеры, заданные на другой проекции чертежа.
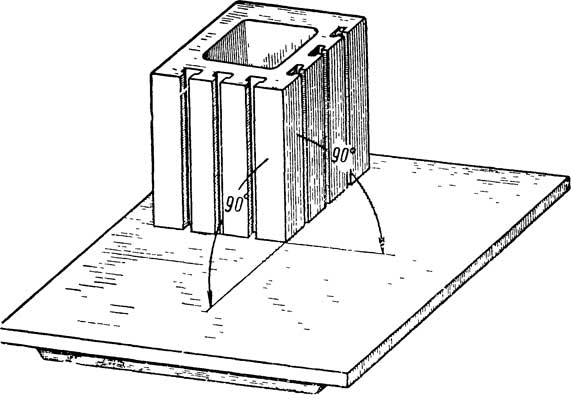
Рис. 2. — Контрольная плита и кантующаяся призма
Перекантовка осуществляется новой установкой детали по угольнику от его установочной базы или же поворотом кантующейся призмы и детали на другую грань (фиг. 2).
Отсюда можно сделать вывод, что контрольная плита и кантующаяся призма — такое же рабочее место для слесаря-сборщика приспособлений, как верстак и тиски для слесарей других специальностей.
Способ, о котором рассказано, самый производительный, наиболее удобный и точный при сборке приспособлений. Пользуясь им, слесарь всегда приводит обрабатываемую и измеряемую плоскость в горизонтальное положение, т. е. в положение, параллельное плоскости контрольной плиты. Это — вторая особенность сборки.
Третья особенность сборочной технологии состоит в том, что при сборке совмещаются -производственные и контрольные операции в единый неразрывный производственный процесс, дающий высокую точность сборки.
Четвертая особенность сборки приспособлений характеризуется тем, что большинство деталей, поступающих на сборку, закалено и, следовательно, значительная часть инструментальносборочных работ состоит в обработке, установке и доводке закаленных поверхностей. Поэтому слесарю-инструменталыцчку, наряду с напильником и шабером, необходимо уметь в совершенстве пользоваться абразивными брусками, шлифовальными кругами, порошками, пастами и шкурками.
Пятая особенность сборки приспособлений состоит в высокой точности обработки и установки узлов и деталей. Дело в том, что приспособления должны быть в 2,5-5 раз точнее обрабатываемых в них деталей и чем выше точность обработки изделия, тем выше должна быть относительная и абсолютная точность изготовления приспособления. Это требует высокой квалификации слесаря, совершенства в чтении чертежей и пользовании сложными и точными измерительными приборами.
При всем разнообразии конструкций приспособлений и технологического процесса можно найти общие закономерности и определенный порядок сборки. Общее в сборке станочных приспособлений следующее:
- Установление комплектности и качества деталей, поступивших на сборку.
- Слесарная обработка деталей.
- Проверка и сборка опорной плоскости корпуса приспособления и базовых поверхностей.
- Пригонка поверхностей корпуса под опоры.
- Установка, крепление и доводка опор, установочных и направляющих деталей и узлов.
- Установка, крепление и доводка подвижных деталей и УЗЛОВ (ФИКСИРУЮЩИХ И Центрирующих УСТРОЙСТВ, ПОДВИЖНЫХ опор и т. д.).
- Сверление, нарезание и сборка узлов и деталей, зажимающих изделие, и проверка на вхождение изделий и закрепляемость их в приспособлении.
- Маркировка приспособления согласно чертежу.
- Установка и пригонка шпоночных сухарей для установки приспособления то пазам станка.
- Окончательная проверка эксплуатационных размеров соответствия ‘приспособления техническим условиям, указанным в сборочном чертеже.
- И. Балансировка вращающихся приспособлений.
- Сдача ОТК и проверка приспособления в работе.
- Окраска приспособления.