При проверке направляющих станин чаще всего используют индикаторы с пределами измерений 0-2, 0-3, 0-5, 0-10 мм и ценой деления основной шкалы 0,01 и 0,002 мм. Средняя погрешность измерения индикатором с ценой деления 0,01 мм составляет 0,02 мм, а с ценой деления 0,002 мм-от 0,003 до 0,009 мм.
Индикатор устанавливают в универсальный штатив, который крепится на основаниях различной геометрической формы (рис. 1). Индикаторная головка снабжается дополнительными насадками, которые, создавая удобство проверки, увеличивают универсальность использования индикаторов. Кроме подставок с различной геометрической формой базовых поверхностей, в ремонтной практике применяются специальные и универсальные приспособления с индикаторной головкой.
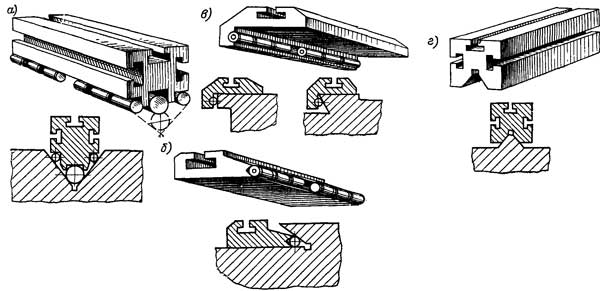
Рис. 1. Профильные основания индикаторной стойки для контроля направляющих: а -внутренних призматических; б — типа «ласточкин хвост»; в-прямоугольных и типа «ласточкин хвост»; г-наружных призматических.
Приспособление для определения величины отклонения от параллельности направляющих (рис. 2) позволяет произвести замеры прямоугольных направляющих и типа «ласточкин хвост» в пределах длины штанги 1. Перпендикулярно этой штанге наглухо закреплена поперечина 2, на которую укрепляют цилиндры-упоры 3 определенного диаметра и длины. Вдоль штанги перемещается индикаторная стойка 4 с равноплечим рычагом 5. Стойка фиксируется в положении, определяемом размером измеряемых направляющих. Имеющаяся пружина постоянно прижимает нижнюю часть рычага 5 к проверяемой направляющей А. Перемещая штангу 1 вдоль направляющей и прижимая поперечину к одной из них (Б), наблюдают за показаниями стрелки, показывающей непараллельность или непрямолинейность. На направляющей Б, по которой перемещается поперечина 2, должна быть заранее восстановлена при ремонте прямолинейность, так как при данном способе контроля эта направляющая принимается за базу.
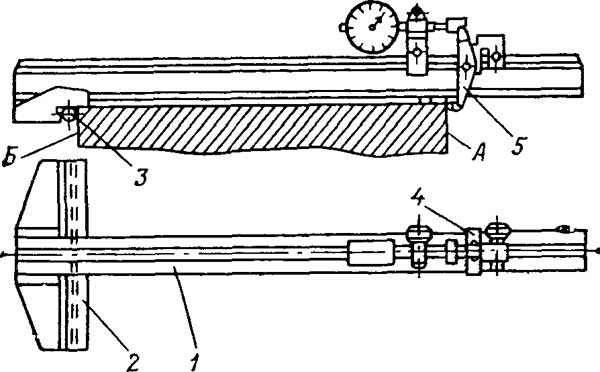
Рис. 2. Приспособление для определения непараллельности направляющих
Направляющие станин станков связаны с другими частями и элементами станины, кареток, коробок. От взаимного расположения направляющих, этих элементов и частей станка зависят точность работы станка и его жесткость. Например, геометрические оси ходового винта и вала должны быть параллельны в горизонтальной и вертикальной плоскостях к направляющим станины, а винт поперечной подачи суппорта параллелен направляющим типа «ласточкин хвост» у токарного станка.
Винты траверсы радиально-сверлильного станка, горизонтальной и вертикальной подач фрезерного станка должны быть параллельны к направляющим. Штоки продольной подачи шлифовальных станков также параллельны к направляющим перемещения стола. Если эти условия не соблюдены, то плавность и точность работы механизмов не будут обеспечены и произойдет интенсивный износ или поломка винтов, штоков, гаек и т. д.