Пневматические зажимы (рис. 1) механизируют зажатие деталей в приспособлении. Пневматический привод устанавливают на столе станка рядом с приспособлением так, что рычаг 6 приспособления опирается на винт 2 рычага 11 пневматического привода.
Детали зажимаются при повороте рукоятки 9. При этом сжатый воздух поступает в цилиндр 7 и давит на поршень 8. Рычаг 11, вращаясь вокруг оси 7, поворачивает рычаг 6 на оси 3, и толкатель 5 прижимает деталь к вертикальным базовым планкам 4 приспособления. При повороте рукоятки 9 в обратную сторону воздух выходит из цилиндра 7 в окружающую среду, пружина 10 поднимает поршень 8 и детали освобождаются. Время зажатия деталей сокращается по сравнению с ручным зажатием с 0,5 до 0,2 мин.
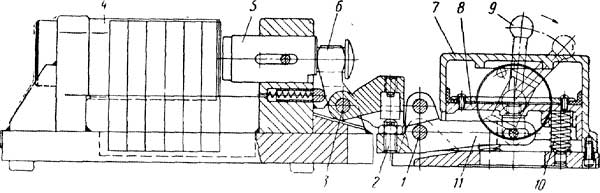
Рис 1 — Универсальный пневматический привод ПП-2
Пневматический зажим (рис. 2) состоит из трех элементов 1-3, которые применяют для закрепления корпусных деталей (например, станин и салазок агрегатных станков) при фрезеровании или строгании поверхностей (например, по контуру ABCD). Приспособление смонтировано из двух комплектов элементов 1-3, и применяют его для обработки салазок и станин длиной от 1200 до 2500 и шириной от 350 до 600 мм.
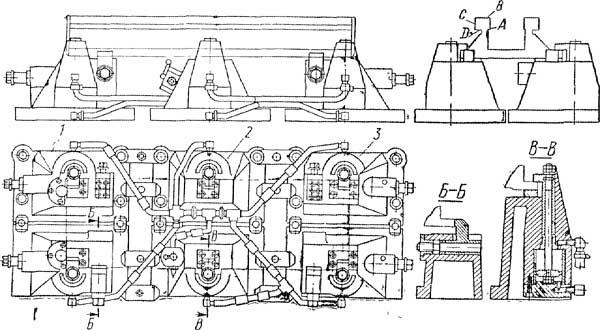
Рис. 2. Приспособление с пневматическим зажимом для фрезерования салазок и станин
Расстояние между зажимами изменяют сменными элементами трубопровода. Деталь зажимают и освобождают при подаче сжатого воздуха в верхнюю или нижнюю полости цилиндров. К боковой базовой поверхности деталь поджимают вручную. Пневматический зажим удобен в эксплуатации, значительно сокращает вспомогательное время обработки, обеспечивает жесткость крепления и исключает необходимость изготовления специальных приспособлений.