Применение станков с программным управлением — наиболее эффективное решение задач автоматизации процессов обработки разнообразных и сложных деталей в единичном и мелкосерийном производстве. Станок с программным управлением оборудован устройством, имеющим автоматическую систему управления, при которой необходимая последовательность обработки и величина перемещения рабочих органов фиксируется заранее на бумажной или магнитной ленте или другим способом, а затем через командоаппарат обеспечивается выполнение станком зафиксированной программы обработки детали.
Преимущества программного управления
Программное управление позволяет быстро переходить от обработки деталей одной конфигурации к обработке других деталей, имеющих иные размеры и формы при сравнительно небольшой затрате времени и средств на переналадку станка. Эта особенность программного управления позволяет автоматизировать производство даже при небольших партиях обрабатываемых деталей.
Система программного управления с предварительно зафиксированной программой на бумажной (перфорированной) или на магнитной ленте используется в токарных, расточных, фрезерных и других станках, обеспечивая выполнение всех операций при наивыгоднейших режимах обработки, намеченных технологическим процессом.
Лента с записью программы работы станка используется для управления автоматическим циклом движений при обработке всех последующих деталей. Лента закладывается в командоаппарат, и при ее перемещении в нем электрические импульсы передают команды к исполнительным органам станка.
Программное управление станков позволяет автоматизировать движения суппортов, регулировать режимы резания, и управлять вспомогательными движениями станка.
Команды, осуществляющие управление указанными процессами, составляют программу обработки детали. Из многих способов задания программы (команд) рассмотрим наиболее распространенный, осуществляемый путем пробивки отверстий на перфокарте или перфоленте.
Командоаппарат
Исполнение команд, нанесенных на перфокарту в виде отверстий, осуществляется через устройство, называемое командоаппаратом, который воздействует соответствующим образом на рабочие органы станка. Команды управления представляют собой электрические импульсы, получаемые при считывании программы. Каждое отверстие на перфокарте дает один импульс. Порядок поступления импульсов определяется последовательностью расположения отверстий.
Считывание команд с перфокарты и принцип их исполнения показаны на рис. 1. По ширине перфокарты 4 располагаются
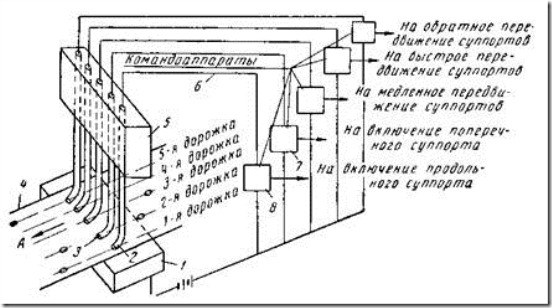
Рис. 1. Схема считывающего устройства с перфорированной карты, применяемого в токарных станках с программным управлением
пять дорожек с отверстиями, каждая из которых предназначена для записи определенной команды. Например, отверстия на первой дорожке будут давать команды на включение продольного суппорта, а на второй — на включение поперечного суппорта и т. д. Считывающая головка 5 имеет контакты 2, 3 и др. Число контактов равно числу дорожек на перфокарте. В процессе считывания перфокарта перемещается с постоянной скоростью в направлении, указанном стрелкой А. Контакты 2, 3 и др. скользят по движущейся под ними перфокарте, являющейся электрическим изолятором.
Когда контакт 2 совмещается с отверстием первой дорожки перфокарты, то происходит касание его с контактной пластиной 1. При этом замыкается цепь 6 и подается короткий электрический сигнал — импульс в командоаппарат 8. Каждый импульс вызывает перемещение продольного суппорта. Когда контакт 3 совмещается с отверстием второй дорожки карты, то импульс через командоаппарат 7 вызывает перемещение поперечного суппорта и т. д.